China-Africa “Belt and Road” Cooperation Writes New Chapter: African Delegation Visits Benchmark Feed Project by Mufeng Intelligence
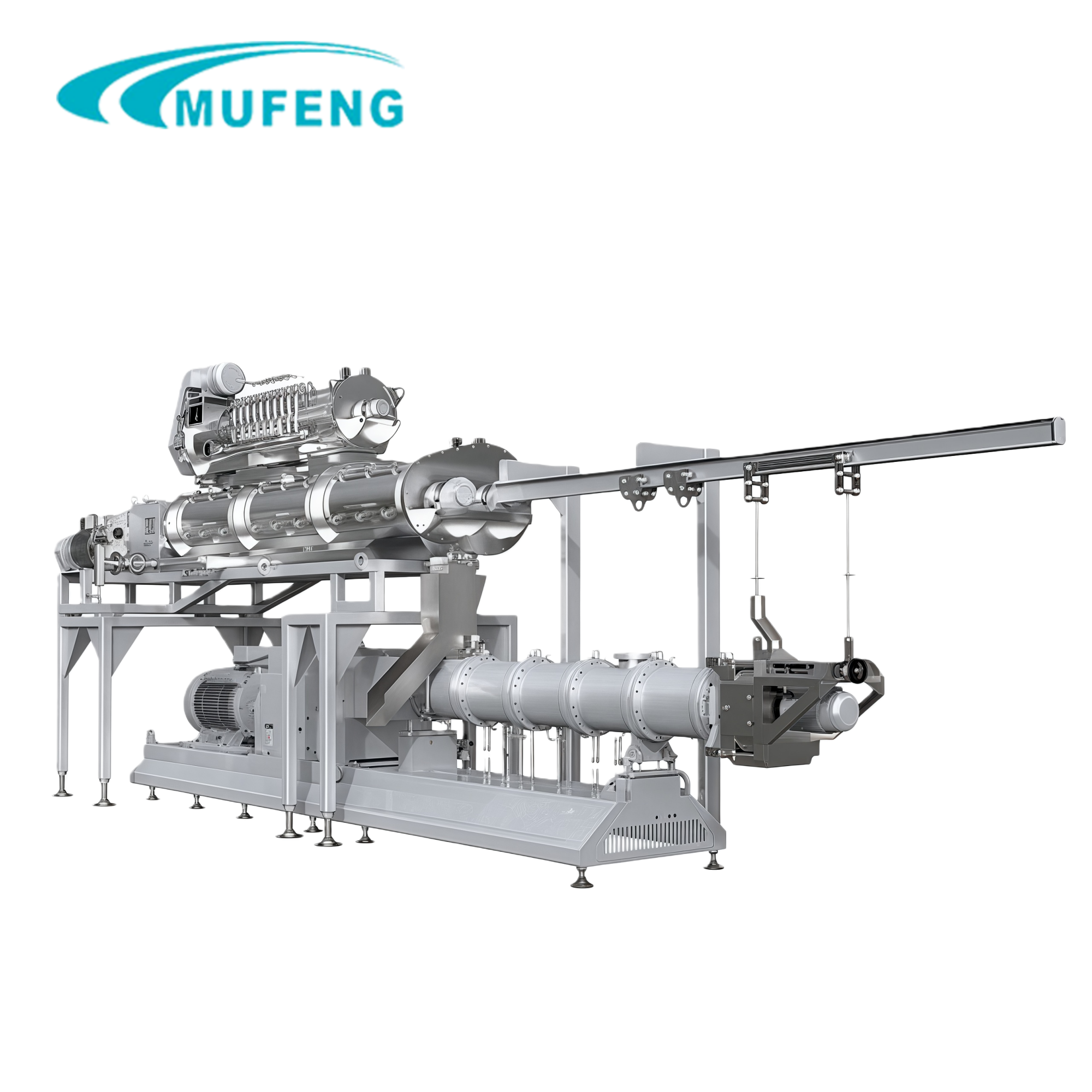
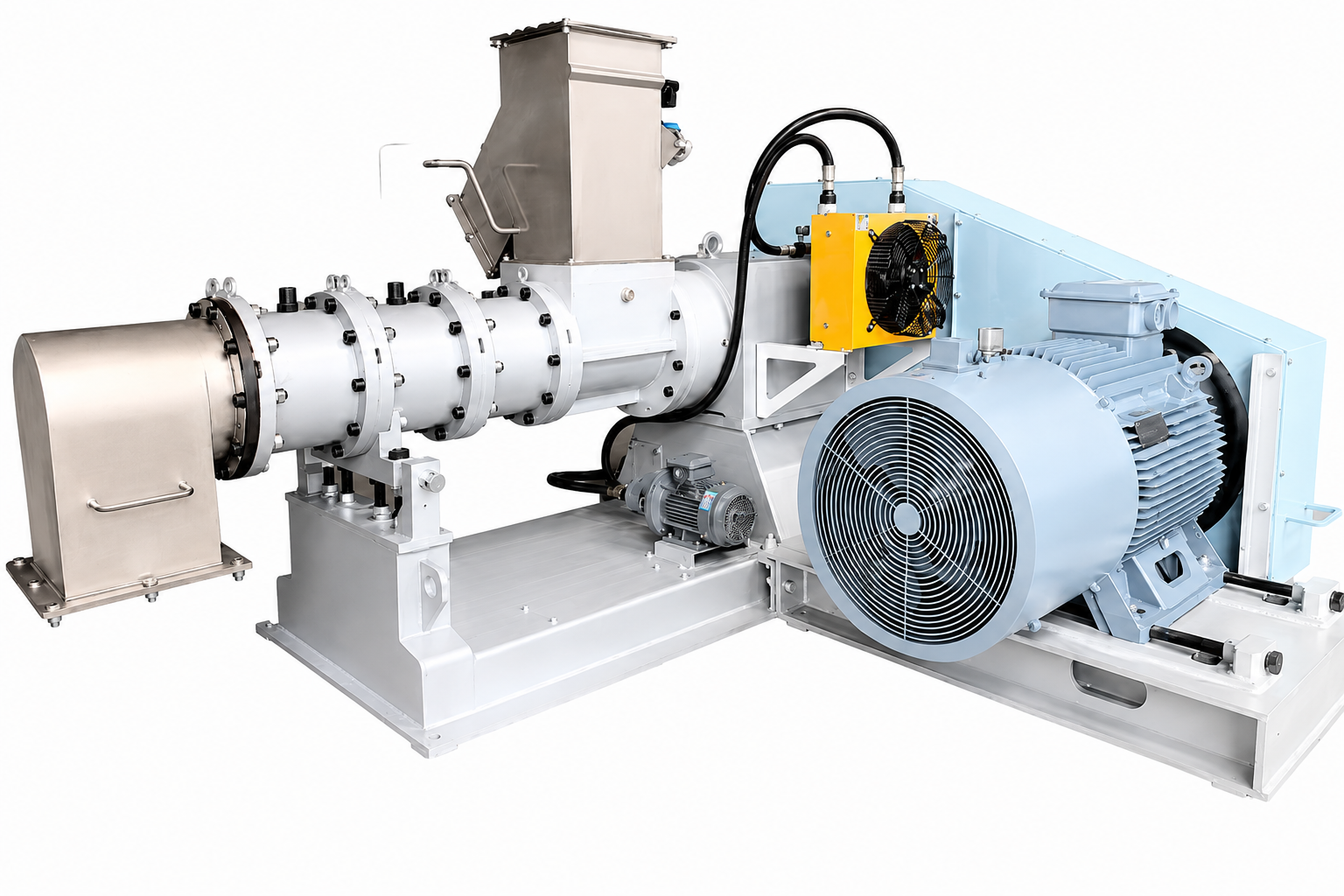
June 1, 2026, Henan, China — A delegation of government officials and livestock industry entrepreneurs and technical experts from multiple African countries, operating within the framework of the "Belt and Road" initiative, arrived in Henan Province today. Their visit focused on a benchmark project designed, built, and delivered by Henan Mufeng Intelligent Equipment Co., Ltd.: the Henan Dade Fish Feed Production Base. With its impressive capacity of 80 tons per hour, fully automated intelligent control system, and comprehensive "turnkey project" solution, this facility stands as a vivid testament to China-Africa cooperation in modern livestock feed production capacity and technology transfer.