Extruding process technology for producing puffed feed has become a trend in the development of aquatic feed processing technology. The unique function of the extruder is to change the weight of the feed, thereby producing floating, slow settling, and settling puffed fish feed. Floating fish feed not only improves feed efficiency, but most importantly, allows farmers to see the feeding situation of fish, avoiding overfeeding and reducing feed waste.
However, due to the relatively complex processing technology of aquatic puffed feed compared to other processing techniques, the processing quality of aquatic puffed feed is often unstable or some varieties cannot produce qualified products in the actual production process. There are many factors that affect the processing quality of aquatic puffed feed. Only by fully understanding the impact of extrusion process equipment and the physicochemical properties of feed raw materials on processing quality, and scientifically changing the extrusion and puffing operating conditions, can the processing quality of aquatic puffed feed be effectively controlled and the one-time pass rate of products be improved.

1、 Squeezing and Puffing Fish Feed Processing Technology
1.1 Squeezing and puffing fish feed
Squeezing maturation is achieved by combining the effects of water, pressure, temperature, and mechanical shear. In the process of extrusion maturation, the temperature inside the machine can reach 90-200 ℃, and the extrusion duration ranges from 2-30 seconds. The extruded product will undergo a series of physical and chemical changes, such as starch gelatinization, protein denaturation, enzyme inactivation, toxic components, and microbial inactivation.
Processing puffed fish feed requires injecting steam and water, and the material should contain at least 20% starch, which mainly serves as a binder and energy substance. The temperature of the extruded product should be 125-138 ℃, 34-37 atmospheres (33-36kg/cm2), and 25-27% moisture before exiting the ring mold; After extrusion, the bulk density should be 320-400g/L and the moisture content should be 21-24. When the extruded material is released from the mold, 3-4 percentage points of moisture is lost. At the moment when the extruded material is released from the mold, the sudden release of pressure causes the overheated water to turn into steam, reducing the moisture content of the extruded material and generating many small bubbles to reduce the density. Only then can the extruded feed float. Drying fish feed further (usually with a moisture content of less than 10%) can also enhance its floatability. The bulk density of 480g/L is recognized as the turning point for the floating and sinking of pellet feed. If the bulk density is lower than this, it floats, and if it is higher than this bulk density, it sinks.
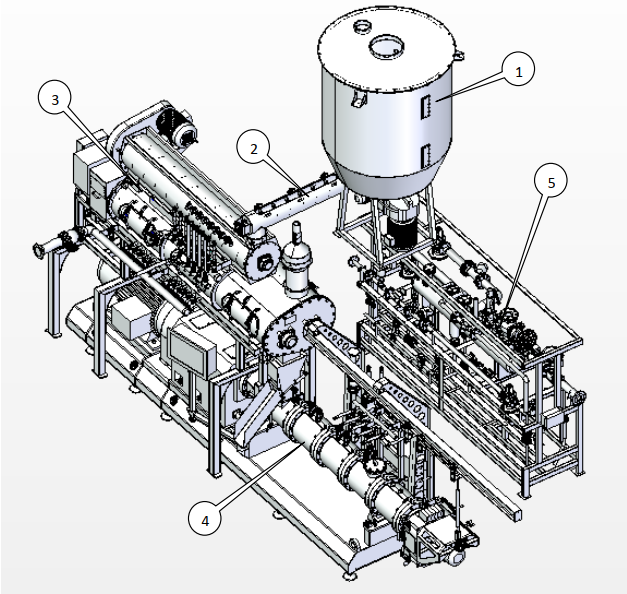
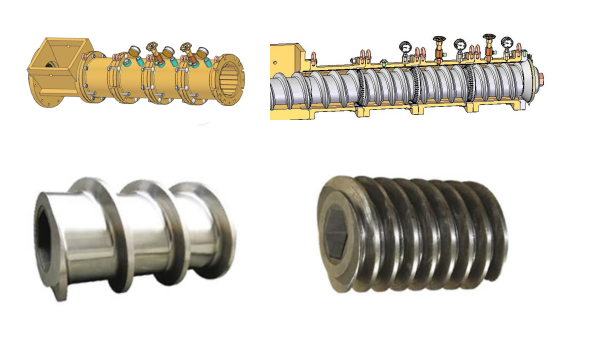
1.2 Type and structure of extruder
There are many types of extruders on the market, which can be basically divided into single screw extruders and twin-screw extruders according to the composition of the screw. Single screw extruders can be divided into wet curing extruders, dry curing extruders, and cold forming extruders. The extruder generally consists of four main parts, including the feeding system, modulator, extruder boring and cutting device. The variable speed feeding screw in the feeding system feeds the raw materials into the pre modulator, and the operator can monitor the feeding situation through high and low level indicators and visual glass windows. The modulator is injected with water and heat in the form of steam, and the entire modulation process lasts for 5 minutes, completing 40-50% maturation. The extruder boring includes the head and screw, and the screw’s function is to push the material and control the maturation process inside the extruder. The screw in the feeding section propels the material, usually with deeper screw blades; Middle screw mixing and kneading materials; The final screw gradually becomes thinner, allowing the material to be molded into the final product.
1.3 Produce sinking puffed feed
When making heavy puffed feed, inject water into the modulator (without or with minimal steam injection), and the ring mold should have a pressure of 26-30 atmospheres (25-29kg/cm2). The extruded material should have a water content of 28-30%, a bulk density of 450-550g/L after extrusion, a temperature of 120 ℃, and a moisture content of 26%. The warm curing extruder uses a die with a vent, while the dry extruder uses a secondary extrusion die, which can reduce the temperature, moisture, and expansion rate of the extruded product, and smoothly produce sinking feed. The mold head with a vent is closely attached to the template, so it can also be used in situations where vitamins, pigments, and flavor enhancers need to be added to the extruded material to avoid excessive dilution. The sinking fish feed should contain 10% starch and 12% fat, and the final extruded product should be dried to a moisture content of 10% to 12%. Excessive drying can cause the sinking feed to float.
2、 The Main Links Affecting The Processing Quality Of Puffed Feed
2.1 Focus on product processing quality control
The focus of puffed feed before extrusion is on whether the nutritional indicators meet the standards, whether the screening and impurity removal work is done properly, whether the crushing particle size and mixing uniformity meet the standards, the prevention and control of cross contamination, and whether the conditioning and maturation degree meets the standards; After extrusion, the focus tends to be on changes in nutritional indicators, particle uniformity, specific gravity/buoyancy rate, softening/water resistance time, particle viscoelasticity after softening, powder content, and appearance color.

2.2 Analysis of Factors Affecting Processing Quality
2.2.1 Raw material formula. The physical and chemical properties of raw materials, material pretreatment, and formula composition all affect the processing quality of puffed materials. Specifically, the raw material expansion quality coefficient affects the feed expansion effect and expansion cost. Whether the material is free of impurities, whether the particle size reaches the standard, and whether the pre conditioning treatment is carried out will affect the expansion effect; The starch, oil, and crude fiber content of the feed formula to some extent determine the final effect of feed puffing.
2.2.2 Process equipment. The host structure (whether to use single axis or double axis, D: L value size, spiral configuration distribution), process equipment configuration (crushing, screening, drying, and spraying), and extrusion die hole parameters (single hole structure and die hole area) all affect the quality of extruded materials.
2.2.3 Squeezing operation. The amount of water and steam added will affect the particle size and appearance color of the product; Considering the production capacity demand and actual output of the factory, attention should be paid to controlling the filling degree and material retention time when adjusting the screw speed; The control of puffing temperature and puffing pressure directly determines the gelatinization degree and puffing degree of starch.
2.2.4 Other aspects. The wear and aging of puffing equipment, as well as whether the operator is a novice, will to some extent affect the quality of puffing products. This requires us to provide operational training for beginners before they start working and develop standardized operation manuals for reference. At the same time, we need to regularly track the wear and tear of screws, bushings, and molds to determine later maintenance and replacement.
3、 The Influence Of Raw Material Physicochemical Properties On Extrusion Processing
3.1 Crushing particle size. The particle size is crucial for the extrusion and puffing processing technology. Crushing coarse materials into particles can reduce the expansion coefficient of the product, making it easy to block the mold; Influence the effect of pre conditioning and extrusion mixing; The extruder has high wear and high mechanical energy consumption; It will also make the appearance of the product particles rough. Therefore, it is necessary to determine the most economical crushing particle size based on product grade and extrusion requirements.
3.2 Starch content. Reasonable and slightly higher starch content will increase the expansion coefficient and improve the floating rate; Increasing the width of the extrusion operation makes it easier to stabilize product quality; A slightly higher starch content will increase the flowability of the material, which is beneficial for feed granulation and helps improve the appearance quality of the granules. Good starch raw materials include high gluten flour, corn flour and potato starch.
3.3 Crude fat content. For single axis machines, if the crude fat content of the raw material exceeds 8% before extrusion, poor material homogenization, unstable quality, reduced product viscosity, and decreased water resistance will occur during extrusion; Affects extrusion temperature and pressure, reduces puffing force, and lowers product float rate. Therefore, when the total fat content of puffed floating feed exceeds 8% before extrusion, the excess oil should be sprayed and added externally to reduce the impact on extrusion processing. Through production practice, it has been proven that high oil raw materials are beneficial for improving oil levels. The minimum uniform external fuel injection amount is related to the particle size and surface smoothness, and the smaller the particles, the easier it is to achieve uniformity.
3.4 Crude protein. The source and content of crude protein in raw materials have a significant impact on the extrusion and puffing effect. Generally speaking, the puffing performance of animal protein varies greatly, while the overall puffing performance of plant protein is better. Within a certain range, the increase in crude protein content results in a lower friction coefficient, reduced equipment wear, better product organization, and increased viscoelasticity.
3.5 Raw materials for fur and shells. The higher the specific gravity of raw materials such as cottonseed meal, coconut seed meal, and rapeseed meal in the formula, the more difficult it is to crush the materials, and the crushing efficiency decreases linearly. The irregular shape of fur and shell materials is also difficult to finely screen, which can easily increase the failure rate of mold blocking production. Products containing a large amount of shell materials are prone to bubble rupture during processing, resulting in poor particle appearance.
4、 Key Points Of Processing Quality and Process Equipment Control
4.1 Principle of particle size control for crushing
The aperture of the mold requires that the sieve aperture be less than one-third of the mold aperture, and the maximum aperture of the sieve should not exceed 1.2mm. The appearance of the product requires that the finer the particle size of the material during extrusion and puffing, the better the appearance of the product; In addition, it is necessary to control the fineness of material crushing economically and reasonably based on the breeding variety, in order to reduce unnecessary crushing costs.
4.2 Screening and impurity removal of semi-finished powder materials
When the extrusion die hole is below 2.0mm, the powder must be screened through a 18-24 mesh sieve to remove impurities; When the extrusion die hole is above 2.0mm, the powder must be screened through a 12-16 mesh sieve to remove impurities. When the mold aperture is below 2.0mm, if the formula contains a large proportion of fur, cotton, and shell materials, even after 24 mesh screening, the stability of extrusion production is still poor.
4.3 Effective pressure distance of mold hole structure
When designing the compression distance parameters, the compression distance should be 1.2-1.5 times the aperture when the aperture is less than 1.5mm, and 0.8-2.0 times the aperture when the aperture is greater than 2.0mm. The relationship between the pressure distance and the appearance of the product is manifested in that the mold hole pressure distance is short, the product surface is porous, and the shape is spherical; The mold hole pressure distance is long, the product surface is smooth, and the shape is cylindrical.
4.4 Selection of drying process equipment
When there are various product specifications and shapes, a bed conveyor dryer with self-cleaning and hot air circulation functions should be selected; When the product specification and shape are single and the production batch is large, a multi-stage flip plate counter current dryer can be selected; When choosing a dryer, it is necessary to consider the requirements for product moisture uniformity, scientific and stable fabric and discharge structures, and the need to maintain particle integrity and prevent process cross contamination.
4.5 Selection of equipment for post spraying process
Before spraying the material, fine powder and larger particles should be screened and removed; When the rear fuel injection quantity is below 5%, a continuous drum fuel injector can be selected, and when it is above 5%, a batch vacuum fuel injector (single fluid nozzle) should be selected. In addition, it is necessary to accurately control the amount of materials and liquids added according to the formula ratio to achieve uniform spraying.