Pirms materiāla izsmidzināšanas jāizsijā un jānoņem smalks pulveris un lielākas daļiņas; Ja aizmugurējā degvielas iesmidzināšanas daudzums ir mazāks par 5%, var izvēlēties nepārtrauktas cilindra degvielas iesmidzinātāju, un, ja tas ir virs 5%, jāizvēlas partijas vakuuma degvielas iesmidzinātājs (viena šķidruma sprausla). Turklāt ir nepieciešams precīzi kontrolēt pievienoto materiālu un šķidrumu daudzumu atbilstoši formulas attiecībai, lai panāktu vienmērīgu izsmidzināšanu.
Nogatavinātājs
Tomēr ūdens uzpūstās barības salīdzinoši sarežģītās pārstrādes tehnoloģijas dēļ, salīdzinot ar citiem apstrādes paņēmieniem, ūdens uzpūstās barības apstrādes kvalitāte bieži ir nestabila vai dažas šķirnes nevar ražot kvalificētus produktus faktiskajā ražošanas procesā. Ir daudzi faktori, kas ietekmē ūdens uzpūstās barības apstrādes kvalitāti. Tikai pilnībā izprotot ekstrūzijas procesa iekārtu un barības izejvielu fizikāli ķīmisko īpašību ietekmi uz apstrādes kvalitāti un zinātniski mainot ekstrūzijas un uzpūšanās darbības apstākļus, var efektīvi kontrolēt ūdens uzpūstas barības apstrādes kvalitāti un uzlabot produktu vienreizējo caurlaides ātrumu.

VEIKSMES PROJEKTS>4.1. Daļiņu izmēra kontroles princips drupināšanai
Mūsu misija: vienmēr radīt klienta vērtību
2.2.4. Citi aspekti. Uzpūšanas iekārtu nodilums un novecošanās, kā arī tas, vai operators ir iesācējs, zināmā mērā ietekmēs uzpūšanas produktu kvalitāti. Tāpēc mums ir jānodrošina darbības apmācība iesācējiem, pirms viņi sāk strādāt, un jāizstrādā standartizētas darbības rokasgrāmatas uzziņai. Tajā pašā laikā mums regulāri jāseko līdzi skrūvju, bukses un veidņu nolietojumam, lai noteiktu vēlāku apkopi un nomaiņu.
Uzpūstas zivju barības apstrādei nepieciešams injicēt tvaiku un ūdeni, un materiālam jābūt vismaz 20% cietes, kas galvenokārt kalpo kā saistviela un enerģijas viela. Ekstrudētā produkta temperatūrai pirms izņemšanas no gredzenveida veidnes jābūt 125-138 ℃, 34-37 atmosfēras (33-36 kg/cm2) un 25-27% mitruma; Pēc ekstrūzijas tilpuma blīvumam jābūt 320-400 g\/L un mitruma saturam jābūt 21-24. Kad ekstrudētais materiāls tiek atbrīvots no veidnes, tiek zaudēti 3-4 procentu punkti mitruma. Brīdī, kad ekstrudētais materiāls tiek atbrīvots no veidnes, pēkšņa spiediena izdalīšanās liek pārkarsētam ūdenim pārvērsties tvaikā, samazinot ekstrudētā materiāla mitruma saturu un radot daudz mazu burbuļu, lai samazinātu blīvumu. Tikai tad ekstrudētā barība var peldēt. Zivju barības tālāka žāvēšana (parasti ar mitruma saturu mazāku par 10%) arī var uzlabot tās peldamību. Tilpuma blīvums 480 g\/L ir atzīts par pagrieziena punktu granulu barības peldēšanai un nogrimšanai. Ja tilpuma blīvums ir mazāks par šo, tas peld, un, ja tas ir lielāks par šo tilpuma blīvumu, tas nogrimst.
Nogatavinātājs
Datora pilnekrāna vadības sistēma
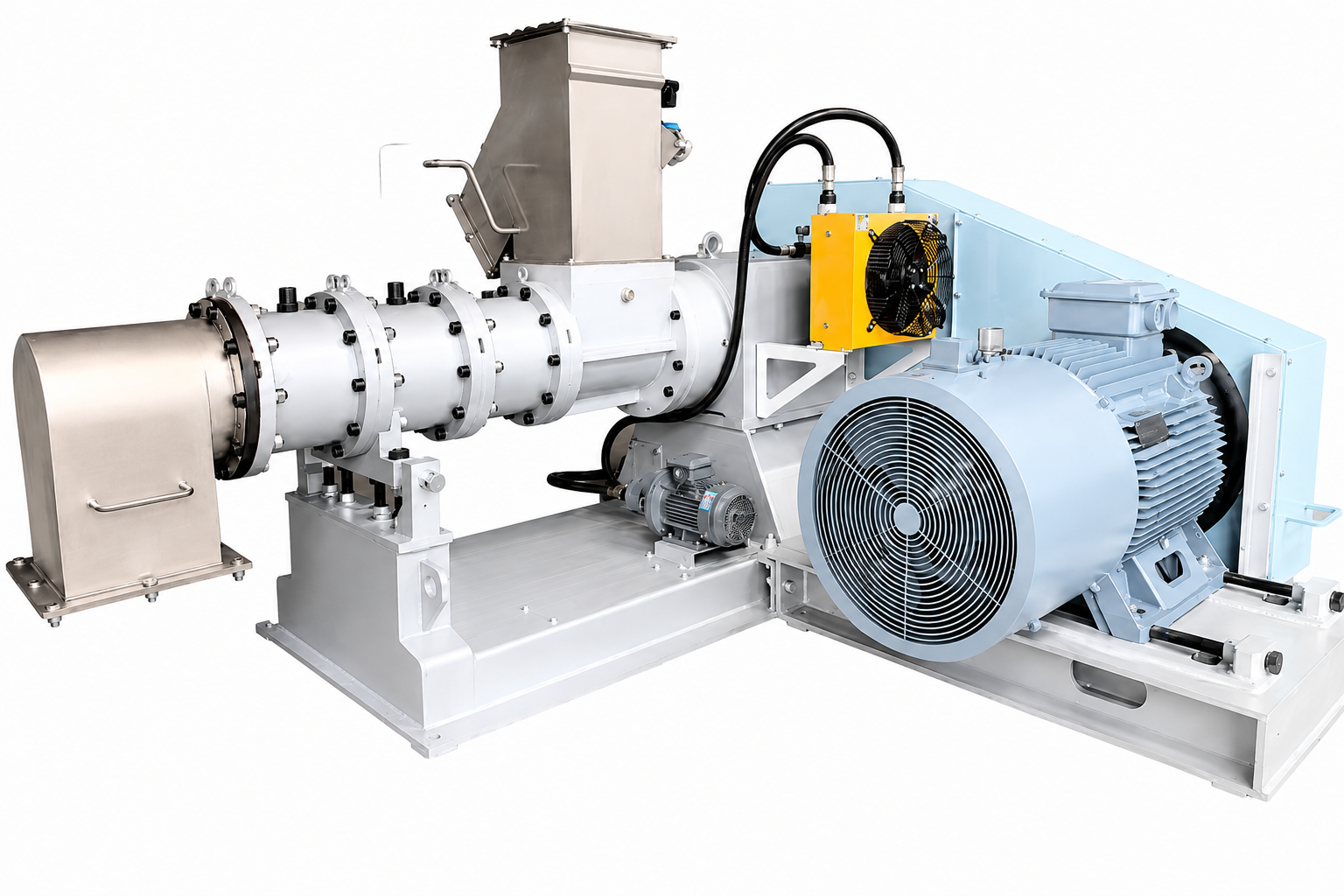
Tirgū ir daudz veidu ekstrūderu, kurus pēc skrūves sastāva pamatā var iedalīt vienas skrūves ekstrūderos un divskrūves ekstrūderos. Vienas skrūves ekstrūderus var iedalīt mitrās konservēšanas ekstrūderos, sausās konservēšanas ekstrūderos un aukstās formēšanas ekstrūderos. Ekstrūderis parasti sastāv no četrām galvenajām daļām, tostarp barošanas sistēmas, modulatora, ekstrūdera urbšanas un griešanas ierīces. Mainīga ātruma padeves skrūve barošanas sistēmā ievada izejvielas priekšmodulatorā, un operators var uzraudzīt barošanas situāciju, izmantojot augsta un zema līmeņa indikatorus un vizuālos stikla logus. Modulators tiek injicēts ar ūdeni un siltumu tvaika veidā, un viss modulācijas process ilgst 5 minūtes, pabeidzot 40-50% nogatavināšanu. Ekstrūdera urbumā ietilpst galva un skrūve, un skrūves funkcija ir virzīt materiālu un kontrolēt nogatavināšanas procesu ekstruderī. Skrūve padeves daļā dzen materiālu, parasti ar dziļākiem skrūvju asmeņiem; Vidējās skrūves maisīšanas un mīcīšanas materiāli; Pēdējā skrūve pakāpeniski kļūst plānāka, ļaujot materiālu veidot galaproduktā.
Nogatavinātājs
Palīgaprīkojums un piederumi
Izgatavojot smagu uzpūstu barību, modulatorā injicējiet ūdeni (bez vai ar minimālu tvaika iesmidzināšanu), un gredzenveida veidnē jābūt spiedienam 26-30 atmosfēras (25-29kg\/cm2). Ekstrudētā materiāla ūdens saturam jābūt 28-30%, tilpuma blīvumam 450-550 g\/l pēc ekstrūzijas, temperatūrai 120 ℃ un mitruma saturam 26%. Siltā konservēšanas ekstrūderā tiek izmantota veidne ar ventilācijas atveri, savukārt sausajā ekstrūderā tiek izmantota sekundārā ekstrūzijas forma, kas var samazināt ekstrudētā produkta temperatūru, mitrumu un izplešanās ātrumu un vienmērīgi ražot grimstošo padevi. Veidnes galva ar ventilācijas atveri ir cieši piestiprināta pie šablona, tāpēc to var izmantot arī situācijās, kad ekstrudētajam materiālam jāpievieno vitamīni, pigmenti un garšas pastiprinātāji, lai izvairītos no pārmērīgas atšķaidīšanas. Grimstošajā zivju barībā jāsatur 10% cietes un 12% tauku, un gala ekstrudētais produkts jāizžāvē līdz mitruma saturam no 10% līdz 12%. Pārmērīga žāvēšana var izraisīt grimstošās barības peldēšanu.
Nogatavinātājs
Darbības procedūras kvalitātes nodrošināšanas ierīcei granulēšanas procesā
4.5. Iekārtu izvēle pēcizsmidzināšanas procesam
2.2.1. Izejvielu formula. Izejvielu fizikālās un ķīmiskās īpašības, materiālu pirmapstrāde un formulas sastāvs ietekmē uzpūsto materiālu apstrādes kvalitāti. Konkrēti, izejvielu izplešanās kvalitātes koeficients ietekmē barības izplešanās efektu un izplešanās izmaksas. Izplešanās efektu ietekmēs tas, vai materiālā nav piemaisījumu, vai daļiņu izmērs sasniedz standartu un vai tiek veikta iepriekšēja kondicionēšana; Cietes, eļļas un kopšķiedras saturs barības formulā zināmā mērā nosaka barības uzpūšanas galīgo efektu.

Desmit populārākie izmaksu kontroles pasākumi barības rūpnīcu ražošanai
3.1. Sasmalcināšanas daļiņu izmērs. Daļiņu izmēram ir izšķiroša nozīme ekstrūzijas un uzpūšanās apstrādes tehnoloģijā. Rupju materiālu sasmalcināšana daļiņās var samazināt izstrādājuma izplešanās koeficientu, padarot pelējuma bloķēšanu viegli; Ietekmē iepriekšējas kondicionēšanas un ekstrūzijas sajaukšanas efektu; Ekstrūderim ir augsts nodilums un augsts mehāniskās enerģijas patēriņš; Tas arī padarīs produkta daļiņu izskatu raupju. Tāpēc ir nepieciešams noteikt ekonomiskāko drupināšanas daļiņu izmēru, pamatojoties uz produkta pakāpi un ekstrūzijas prasībām.
Nesen klients veiksmīgi noslēdza sadarbības līgumu ar Henan Mufeng Intelligent Equipment Co., Ltd. un iegādājās 10T\/H mājputnu barības ražošanas līniju un 2T\/H peldošo zivju barības granulu ražošanas līniju.
Ekstrudēšanas procesa tehnoloģija uzpūstas barības ražošanai ir kļuvusi par tendenci ūdens barības apstrādes tehnoloģiju attīstībā. Ekstrūdera unikālā funkcija ir mainīt barības svaru, tādējādi radot peldošu, lēnu nostādināšanu un nosēdinātu uzpūstu zivju barību. Peldošā zivju barība ne tikai uzlabo barības efektivitāti, bet, pats galvenais, ļauj lauksaimniekiem redzēt zivju barošanās situāciju, izvairoties no pārbarošanas un samazinot barības atkritumus.
Ja ekstrūzijas formas caurums ir mazāks par 2,0 mm, pulveris jāizsijā caur 18–24 acu sietu, lai noņemtu piemaisījumus; Ja ekstrūzijas formas caurums ir lielāks par 2,0 mm, pulveris ir jāizsijā caur 12–16 acu sietu, lai noņemtu piemaisījumus. Ja veidnes atvērums ir mazāks par 2,0 mm, ja formula satur lielu daļu kažokādu, kokvilnas un apvalku materiālu, pat pēc 24 sietu sijāšanas, ekstrūzijas ražošanas stabilitāte joprojām ir slikta.
Nogatavinātājs
Nigērijas 10T\/H mājputnu barības+5T\/H peldošās zivju barības projekts veiksmīgi sāk būvniecību
3.5. Izejvielas kažokādai un gliemežvākiem. Jo lielāks ir izejvielu, piemēram, kokvilnas sēklu miltu, kokosriekstu sēklu miltu un rapšu miltu, īpatnējais svars formulā, jo grūtāk ir sasmalcināt materiālus, un smalcināšanas efektivitāte lineāri samazinās. Arī kažokādu un čaumalu materiālu neregulāro formu ir grūti smalki izsijāt, kas var viegli palielināt pelējuma bloķēšanas ražošanas atteices līmeni. Produkti, kas satur lielu daudzumu čaumalu materiālu, apstrādes laikā ir pakļauti burbuļu plīsumam, kā rezultātā daļiņu izskats ir slikts.
Nogatavinātājs
3.4. kopproteīns. Kopproteīna avots un saturs izejvielās būtiski ietekmē ekstrūzijas un uzpūšanās efektu. Vispārīgi runājot, dzīvnieku olbaltumvielu uzpūšanās veiktspēja ir ļoti atšķirīga, savukārt augu proteīna kopējā uzpūšanās veiktspēja ir labāka. Noteiktā diapazonā kopproteīna satura palielināšanās rada zemāku berzes koeficientu, samazina aprīkojuma nodilumu, labāku produktu organizāciju un palielina viskoelastību.

3.3. koptauku saturs. Vienas ass mašīnām, ja izejvielu koptauku saturs pirms ekstrūzijas pārsniedz 8%, ekstrūzijas laikā radīsies slikta materiāla homogenizācija, nestabila kvalitāte, samazināta produkta viskozitāte un ūdens izturība; Ietekmē ekstrūzijas temperatūru un spiedienu, samazina uzpūšanās spēku un samazina produkta peldēšanas ātrumu. Tāpēc, ja kopējais tauku saturs uzpūstā peldošā barībā pirms ekstrūzijas pārsniedz 8%, liekā eļļa ir jāizsmidzina un jāpievieno ārēji, lai samazinātu ietekmi uz ekstrūzijas apstrādi. Ražošanas praksē ir pierādīts, ka augstas eļļas izejvielas ir labvēlīgas eļļas līmeņa uzlabošanai. Minimālais vienmērīgais ārējās degvielas iesmidzināšanas daudzums ir saistīts ar daļiņu izmēru un virsmas gludumu, un, jo mazākas daļiņas, jo vieglāk ir panākt viendabīgumu.
Nogatavinātājs
Saspiešanas nogatavināšana tiek panākta, apvienojot ūdens, spiediena, temperatūras un mehāniskās bīdes ietekmi. Ekstrūzijas nogatavināšanas procesā temperatūra iekārtas iekšpusē var sasniegt 90-200 ℃, un ekstrūzijas ilgums svārstās no 2-30 sekundēm. Ekstrudētais produkts tiks pakļauts virknei fizikālu un ķīmisku izmaiņu, piemēram, cietes želatinizācijai, proteīnu denaturācijai, enzīmu inaktivācijai, toksiskām sastāvdaļām un mikrobu inaktivācijai.
Nogatavinātājs
Ja izstrādājumam ir dažādas specifikācijas un formas, jāizvēlas gultas konveijera žāvētājs ar pašattīrīšanās un karstā gaisa cirkulācijas funkcijām; Ja produkta specifikācija un forma ir viena un ražošanas partija ir liela, var izvēlēties daudzpakāpju flip plate pretstrāvas žāvētāju; Izvēloties žāvētāju, ir jāņem vērā prasības attiecībā uz produkta mitruma vienmērīgumu, zinātniskām un stabilām auduma un izplūdes konstrukcijām, kā arī nepieciešamība saglabāt daļiņu integritāti un novērst procesa savstarpēju piesārņojumu.
Nogatavinātājs
Mājlopu un mājputnu barības ražošanas līnija>Lūdzu, atstājiet šo lauku tukšu.
2.2. Apstrādes kvalitāti ietekmējošo faktoru analīze
3.2. Cietes saturs. Saprātīgs un nedaudz lielāks cietes saturs palielinās izplešanās koeficientu un uzlabos peldošo ātrumu; Ekstrūzijas darbības platuma palielināšana atvieglo produkta kvalitātes stabilizāciju; Nedaudz lielāks cietes saturs palielinās materiāla plūstamību, kas ir labvēlīgs barības granulēšanai un palīdz uzlabot granulu izskatu. Labas cietes izejvielas ir milti ar augstu lipekļa saturu, kukurūzas milti un kartupeļu ciete.
Nogatavinātājs
Ūdens uzpūstās barības apstrādes tehnoloģijas un kvalitātes kontroles galvenie punkti
2.2.2. Apstrādes iekārtas. Uzņēmēja struktūra (vai izmantot vienu asi vai dubultass, D: L vērtības lielums, spirālveida konfigurācijas sadalījums), procesa aprīkojuma konfigurācija (sasmalcināšana, sijāšana, žāvēšana un izsmidzināšana) un ekstrūzijas urbuma parametri (viena cauruma struktūra un formas cauruma laukums) ietekmē ekstrudēto materiālu kvalitāti.

2. Galvenās saites, kas ietekmē uzpūstās barības apstrādes kvalitāti
Veidnes atvērumam ir nepieciešams, lai sieta atvērums būtu mazāks par vienu trešdaļu no veidnes atveres, un sieta maksimālais atvērums nedrīkst pārsniegt 1,2 mm. Produkta izskats prasa, lai jo smalkāks ir materiāla daļiņu izmērs ekstrūzijas un uzpūšanās laikā, jo labāks ir izstrādājuma izskats; Turklāt ir nepieciešams ekonomiski un saprātīgi kontrolēt materiāla sasmalcināšanas smalkumu, pamatojoties uz selekcijas šķirni, lai samazinātu nevajadzīgas drupināšanas izmaksas.
Nogatavinātājs
2.1. Koncentrēties uz produktu apstrādes kvalitātes kontroli
Izstrādājot saspiešanas attāluma parametrus, saspiešanas attālumam jābūt 1,2–1,5 reizes lielākam par apertūru, ja diafragma ir mazāka par 1,5 mm, un 0,8–2,0 reizes par apertūru, ja atvērums ir lielāks par 2,0 mm. Attiecība starp spiediena attālumu un izstrādājuma izskatu izpaužas tādā veidā, ka veidnes cauruma spiediena attālums ir īss, izstrādājuma virsma ir poraina un forma ir sfēriska; Veidnes cauruma spiediena attālums ir garš, izstrādājuma virsma ir gluda un forma ir cilindriska.
Nogatavinātājs
4.3. Efektīvais veidnes cauruma struktūras spiediena attālums
Nesen Irākas klienta barības rūpnīcas direktors apmeklēja Mufeng Intelligent Equipment Co., Ltd. un veica visaptverošu un padziļinātu ekskursiju pa uzņēmuma pabeigto projektu - Dades zivju barības ražotni ar 50 tonnu stundā.