The core of reducing energy consumption of feed pellet mills lies in optimizing raw material pretreatment, equipment parameters, and operation & maintenance, starting from reducing pelleting resistance and improving energy utilization efficiency.
Specifically, it can be implemented from the following 4 key dimensions:

(1) Control raw material moisture: Stabilize the moisture content of mixed raw materials at 15%-17%. Excessive moisture easily causes blockage, while too little moisture requires more heat for conditioning, both increasing energy consumption.
(2) Ensure uniform crushing particle size: Control the crushing particle size within a reasonable range (usually 1.5-3mm) according to feed types (e.g., poultry feed, livestock feed) to avoid increased pelleting resistance from over-fine particles and poor pellet quality/ high return rate from over-coarse particles.
(3) Fully condition raw materials: Mix steam and raw materials thoroughly in the conditioner to improve raw material gelatinization degree (≥80% is recommended), enhance raw material plasticity, and reduce mechanical friction resistance during pelleting.
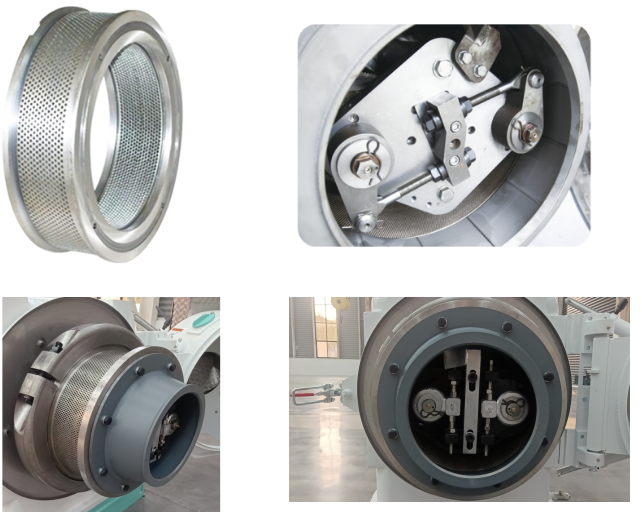
(1) Select appropriate ring die: Choose a ring die with a suitable compression ratio based on raw material characteristics and pellet specifications (e.g., high compression ratio for high-protein raw materials, low compression ratio for high-crude-fiber raw materials). Avoid wear and energy waste caused by improper clearance between the ring die and press roller (usually controlled at 0.1-0.3mm).
(2) Control production load: Keep the pellet mill running stably at 70%-90% of its rated load as much as possible. Avoid full-load overload (which easily causes overheating) or low-load “idling” (which has extremely low energy utilization efficiency).
(3) Optimize steam parameters: Ensure the steam entering the conditioner is saturated, with a stable pressure of 0.3-0.5MPa and a temperature of 130-150℃. Avoid wet or superheated steam affecting conditioning effect and indirectly increasing energy consumption.
(1) Regular lubrication: Add appropriate lubricants to the transmission system (e.g., bearings, gears) as required to reduce mechanical friction loss.
(2) Timely replacement of vulnerable parts: Replace excessively worn ring dies, press rollers (e.g., when ring die hole diameter wear exceeds 0.2mm), or ineffective scrapers promptly to avoid reduced pelleting efficiency and increased energy consumption caused by aging components.
(3) Clean accumulated material: Clean accumulated material in the conditioner, pelleting chamber, and cooler regularly to prevent material caking from affecting heat transfer and material flow, thus reducing energy waste.
(1) Use variable frequency motors: Automatically adjust motor speed according to production load to avoid energy loss during no-load operation.
(2) Adopt new conditioning systems: For example, a twin-shaft differential conditioner can improve the mixing efficiency of steam and raw materials, shorten conditioning time, and reduce overall energy consumption.






