High-quality feed raw materials, scientific compound feed formulas & processing parameter standards, and rational processing equipment & technology are three essential factors ensuring compound feed quality. Among them, the first two are mainly determined by the Purchasing, Technology, and Quality Control departments; feed mills are primarily responsible for ensuring proper processing and manufacturing of raw materials.
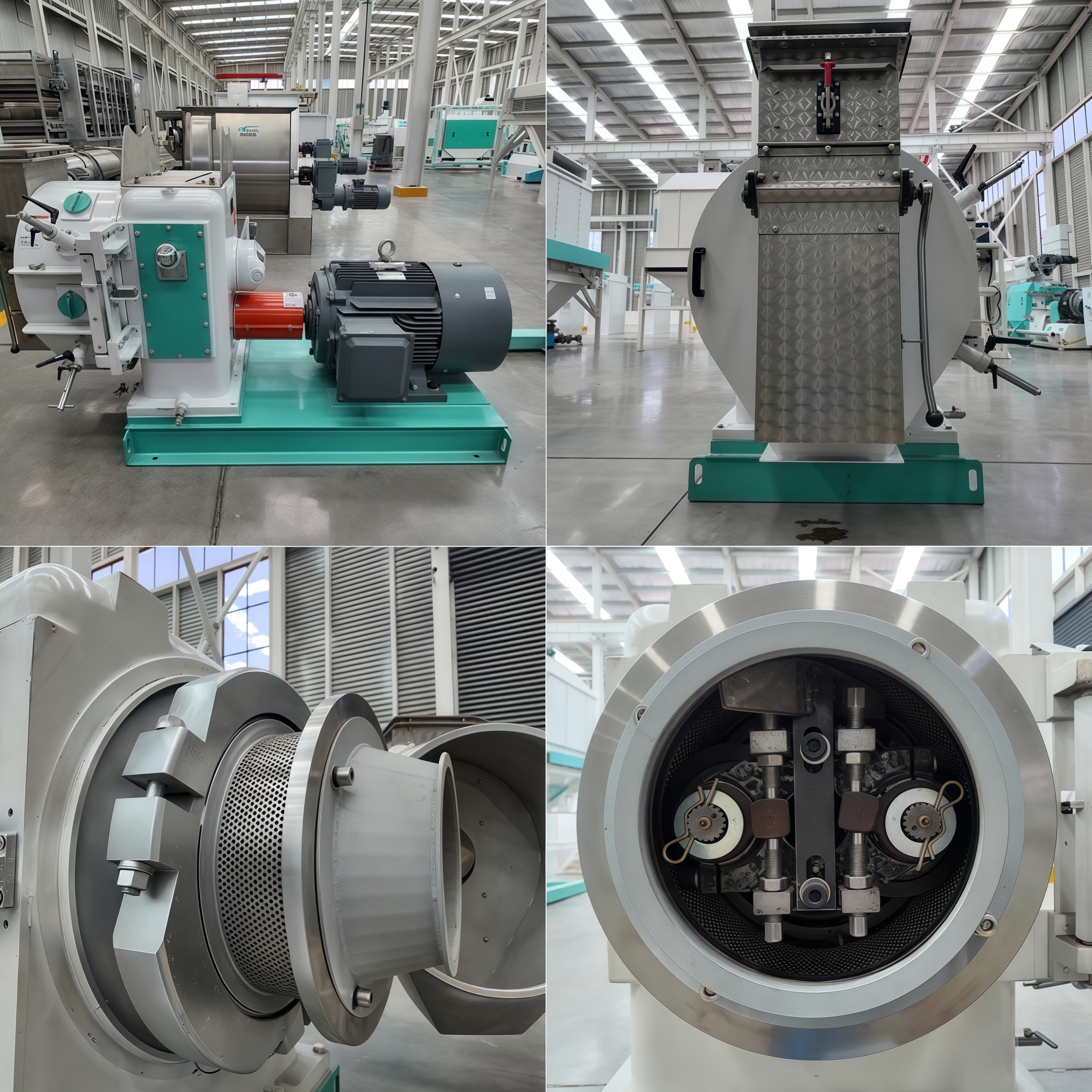
Electricity cost accounts for the largest share of a feed mill’s power cost. Crushing is not only a necessary process in feed processing but also one of the most energy-consuming. A crusher’s power consumption accounts for approximately 40% of the feed mill’s total electricity consumption—the crushing efficiency directly impacts electricity costs. A pellet mill’s power consumption accounts for around 30% of the total. There are three key operating parameters for pellet mills: steam supply, feed rate, and gap between the ring die and roller shells. Steam supply and feed rate primarily depend on the moisture content and formula composition of materials to be pelleted. Improper adjustment of these two parameters can easily cause pellet mill blockage, thus reducing capacity and increasing per ton power consumption. If the gap between the ring die and roller shells is too small, it will lead to rapid wear; if too large, the material between them will be too thick and unevenly distributed, causing blockage due to failed extrusion.

Some feed mills use natural gas or oil as boiler fuel—steam costs from oil/gas-fired boilers are more than 3 times higher than those from coal-fired ones. When using coal-fired boilers, mills can implement coal payment settlement based on steam volume rather than weight, since weight settlement cannot guarantee coal quality and is vulnerable to adulteration. When implementing steam volume settlement, pay attention to monthly steam volumes: steam flow meters can be adjusted, so mills need to prevent illegal profit transfers between boiler workers and coal suppliers. Theoretically, steam consumption should be less than 5% of the total pelleted material.
Feed mills should also regularly inspect steam pipelines for leaks, check if steam-water separators are working properly, and ensure burners are operating at maximum efficiency.
III. Rational Control of Spare Parts Inventory
Vulnerable parts directly used in production include ring dies, roller shells, hammer tips, screen meshes, hoppers, belts, bearings, motors, sewing machine parts, gears, sprockets, etc. The mill director should analyze monthly maintenance expenses and strengthen the whole-process management of spare parts procurement, focusing on:
Setting rational spare parts inventory to reduce capital occupation;
Establishing records of spare parts receiving and consumption;
Determining the standard range of normal consumption;
Regularly evaluating and assessing the quality of spare parts provided by suppliers.

Reasons for high maintenance costs include:
Neglecting restorative maintenance of equipment/tools and frequently buying new ones instead;
Low maintenance level, resulting in high costs from repeated repairs, especially frequent medium and major overhauls;
High loss of maintenance parts, including poor procurement quality, counterfeit products, loss, theft, and damage;
Lack of monitoring over spare parts procurement in mills, leading to high purchasing costs;
High costs of auxiliary maintenance materials (steel, welding rods, oxygen, acetylene, grinding wheels, cutting blades, etc.);
Insufficient preventive maintenance of equipment, causing high repair costs after complete breakdown.
With the development of the feed industry, China’s feed processing equipment has been upgrading rapidly in recent years, with continuously improving specialization. Feed equipment manufacturers have launched energy-efficient and specialized new processing equipment for mills, which plays a significant role in improving production efficiency, reducing production costs, stabilizing product processing quality, and increasing product added value. Mills should actively adopt energy-saving and low-operating-cost equipment; especially for production lines and equipment that have been in operation for many years, have high energy consumption, low efficiency, and poor safety performance, technical transformation efforts should be increased to reduce the comprehensive cost of the production process.
When updating equipment, consider full automation operations as much as possible. Under feasible conditions, explore and promote automatic bulk feeding and bulk finished product transportation to save labor costs for feeding and packaging loading/unloading, as well as packaging material costs.
Raw material costs of feed mills account for 70-85% of production costs. Controlling raw material loss at a reasonable level is an important indicator of a mill’s management level. Mills should strictly implement weighing and inventory systems for raw materials and finished products to promptly identify and analyze the causes of abnormal losses every month (or every half month). Reasons for raw material loss during processing include:
Dust loss: Material leakage/spillage from unloading, crushing dust collection, cooling dust collection, and poorly sealed equipment and conveying pipelines;
Moisture loss: From unloading, storage, crushing, and cooling;
Measurement error loss: From raw material weighing, batching scales, and packaging scales;
Deterioration and other losses: Deterioration of raw materials or finished products, high impurity content in raw materials, unremoved material scale, broken bags, rodent damage, theft, etc.
Feed mills should attach great importance to loss in the form of dust. For many mills, moisture loss accounts for more than 50% of total raw material loss.

VII. Comprehensive Consideration of Raw Material Cost and Processing Manufacturing Cost
Comprehensively considering and balancing the relationship between raw material cost and production manufacturing cost may be an important indicator of formula technology level. For example, sticky raw materials with high sugar content are cheap but have poor processing performance—their high sugar content causes material adhesion in silos and equipment, affecting mixing efficiency. Over time, conveying equipment becomes overloaded due to stuck materials, resulting in slow discharging from the bottom auger of mixers and low production efficiency. In severe cases, bucket elevator belts may break. Therefore, formula designers should not only consider raw material costs but also their processing performance.
VIII. Strengthen Training for Feed Mill Employees and Cadres
The quality of feed mill employees determines the cost and quality of the processing process. To this end:
On the one hand, strengthen training for employees in key technical positions, encourage them to undergo vocational skills appraisal, participate in various training and learning activities, and strengthen safety awareness management to reduce safety accidents. Key positions such as central control, maintenance, electrician, pelleting operator, and boiler worker directly affect equipment efficiency and feed processing costs—salary benefits can be appropriately inclined toward these key technical positions.
On the other hand, strengthen the cultivation of employees’ loyalty to the enterprise, make good career plans for employees, stimulate their enthusiasm, initiative, and creativity, and formulate reasonable process incentive measures to assess employees’ production costs.
“Dirty, messy, and poor” is a common problem in most feed mills. In warehouses, raw materials are stacked irregularly, different raw materials are mixed, stored raw materials have no labels, raw materials are scattered all over the ground, leakage/spillage is serious, and rodent damage is rampant. In workshops, there is a lot of garbage, raw materials are stacked everywhere, packages and labels are thrown randomly, and recycled materials are scattered without labels. Floors, equipment, doors, windows, and roofs are all covered with dust and spider webs.
For each cost control point, formulate a specific implementation plan and operate through PDCA (Plan, Do, Check, Act) and SCDA (Standardize, Do, Check, Act) cycles to achieve gradual improvement and continuously reduce processing costs.
If a feed mill has weak safety management awareness and hidden safety hazards in the production site, it will lead to frequent safety accidents and high safety costs. Therefore, mills must do preventive work on fire safety, dust explosion prevention, equipment damage prevention, and personal safety protection.
Conclusion
Cost control in feed processing is a systematic project that requires full participation; it cannot be completed by a single person or team, and a complete cost control system must be established. This system should include an organizational structure for cost control, cost control management systems, cost control assessment indicators (such as material loss, power consumption, and maintenance costs during production), cost control goals, and a scientific cost assessment and incentive system. During the operation of the cost control system, cost control activities should be carried out regularly:
Reduce energy consumption by rationally choosing energy-saving methods and increasing energy-saving efforts;
Improve the level of repairing old and utilising waste through preventive equipment maintenance and precision repairs;
Improve production efficiency through strengthening overall planning of the production process;
Seek scientific and economic processing technologies through integrated research on technology, cost, quality, and nutrition, so that production costs are in a controlled state.






