ಫೀಡ್ ಪೆಲೆಟ್ ಮಿಲ್ಗಳ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಮುಖ್ಯ ಅಂಶವು ಕಚ್ಚಾ ವಸ್ತುಗಳ ಪೂರ್ವಭಾವಿ ಚಿಕಿತ್ಸೆ, ಉಪಕರಣದ ನಿಯತಾಂಕಗಳು ಮತ್ತು ಕಾರ್ಯಾಚರಣೆ ಮತ್ತು ನಿರ್ವಹಣೆಯನ್ನು ಉತ್ತಮಗೊಳಿಸುವುದರಲ್ಲಿದೆ, ಇದು ಪೆಲ್ಲೆಟಿಂಗ್ ಪ್ರತಿರೋಧವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದರಿಂದ ಮತ್ತು ಶಕ್ತಿಯ ಬಳಕೆಯ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ನಿರ್ದಿಷ್ಟವಾಗಿ, ಕೆಳಗಿನ 4 ಪ್ರಮುಖ ಆಯಾಮಗಳಿಂದ ಇದನ್ನು ಕಾರ್ಯಗತಗೊಳಿಸಬಹುದು:

(1) ಕಚ್ಚಾ ವಸ್ತುಗಳ ತೇವಾಂಶವನ್ನು ನಿಯಂತ್ರಿಸಿ: ಮಿಶ್ರ ಕಚ್ಚಾ ವಸ್ತುಗಳ ತೇವಾಂಶವನ್ನು 15%-17% ನಲ್ಲಿ ಸ್ಥಿರಗೊಳಿಸಿ. ಅತಿಯಾದ ತೇವಾಂಶವು ಸುಲಭವಾಗಿ ಅಡಚಣೆಯನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಆದರೆ ಕಡಿಮೆ ತೇವಾಂಶವು ಕಂಡೀಷನಿಂಗ್ಗೆ ಹೆಚ್ಚಿನ ಶಾಖದ ಅಗತ್ಯವಿರುತ್ತದೆ, ಎರಡೂ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
(2) ಏಕರೂಪದ ಪುಡಿಮಾಡುವ ಕಣದ ಗಾತ್ರವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ: ಫೀಡ್ ಪ್ರಕಾರಗಳ ಪ್ರಕಾರ (ಉದಾ., ಕೋಳಿ ಆಹಾರ, ಜಾನುವಾರುಗಳ ಆಹಾರ) ಸಮಂಜಸವಾದ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ (ಸಾಮಾನ್ಯವಾಗಿ 1.5-3mm) ಪುಡಿಮಾಡುವ ಕಣದ ಗಾತ್ರವನ್ನು ನಿಯಂತ್ರಿಸಿ, ಅತಿ ಸೂಕ್ಷ್ಮ ಕಣಗಳಿಂದ ಹೆಚ್ಚಿದ ಪೆಲೆಟ್ಟಿಂಗ್ ಪ್ರತಿರೋಧವನ್ನು ತಪ್ಪಿಸಲು ಮತ್ತು ಕಳಪೆ ಗುಳಿಗೆಗಳ ಗುಣಮಟ್ಟವನ್ನು ತಪ್ಪಿಸಲು.
(3) ಸಂಪೂರ್ಣ ಸ್ಥಿತಿಯಲ್ಲಿರುವ ಕಚ್ಚಾ ಸಾಮಗ್ರಿಗಳು: ಕಚ್ಚಾ ವಸ್ತುಗಳ ಜೆಲಾಟಿನೈಸೇಶನ್ ಪದವಿಯನ್ನು ಸುಧಾರಿಸಲು (≥80% ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ), ಕಚ್ಚಾ ವಸ್ತುಗಳ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಪೆಲ್ಲೆಟಿಂಗ್ ಸಮಯದಲ್ಲಿ ಯಾಂತ್ರಿಕ ಘರ್ಷಣೆ ಪ್ರತಿರೋಧವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಕಂಡಿಷನರ್ನಲ್ಲಿ ಉಗಿ ಮತ್ತು ಕಚ್ಚಾ ವಸ್ತುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಮಿಶ್ರಣ ಮಾಡಿ.
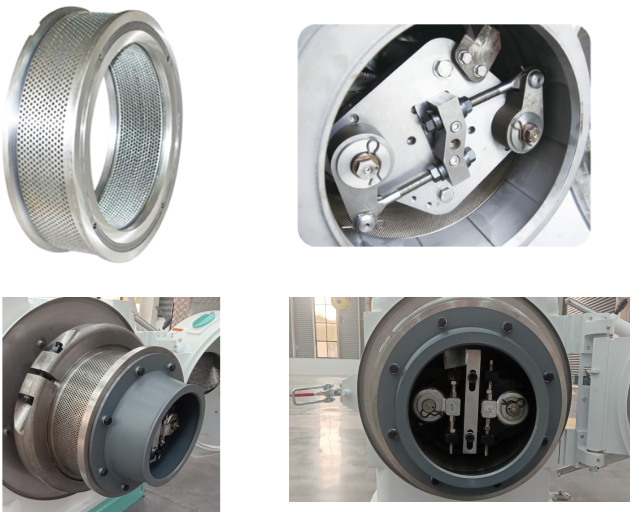
(1) ಸೂಕ್ತವಾದ ರಿಂಗ್ ಡೈ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಿ: ಕಚ್ಚಾ ವಸ್ತುಗಳ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಪೆಲೆಟ್ ವಿಶೇಷಣಗಳ ಆಧಾರದ ಮೇಲೆ ಸೂಕ್ತವಾದ ಸಂಕೋಚನ ಅನುಪಾತದೊಂದಿಗೆ ರಿಂಗ್ ಡೈ ಅನ್ನು ಆರಿಸಿ (ಉದಾ., ಹೆಚ್ಚಿನ-ಪ್ರೋಟೀನ್ ಕಚ್ಚಾ ವಸ್ತುಗಳಿಗೆ ಹೆಚ್ಚಿನ ಸಂಕೋಚನ ಅನುಪಾತ, ಹೆಚ್ಚಿನ-ಕಚ್ಚಾ-ಫೈಬರ್ ಕಚ್ಚಾ ವಸ್ತುಗಳಿಗೆ ಕಡಿಮೆ ಸಂಕೋಚನ ಅನುಪಾತ). ರಿಂಗ್ ಡೈ ಮತ್ತು ಪ್ರೆಸ್ ರೋಲರ್ (ಸಾಮಾನ್ಯವಾಗಿ 0.1-0.3mm ನಲ್ಲಿ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ) ನಡುವಿನ ಅಸಮರ್ಪಕ ಕ್ಲಿಯರೆನ್ಸ್ನಿಂದ ಉಂಟಾಗುವ ಉಡುಗೆ ಮತ್ತು ಶಕ್ತಿಯ ತ್ಯಾಜ್ಯವನ್ನು ತಪ್ಪಿಸಿ.
(2) ಉತ್ಪಾದನಾ ಲೋಡ್ ಅನ್ನು ನಿಯಂತ್ರಿಸಿ: ಪೆಲೆಟ್ ಗಿರಣಿಯು ಅದರ ದರದ ಲೋಡ್ನ 70% -90% ನಷ್ಟು ಸ್ಥಿರವಾಗಿ ಚಾಲನೆಯಲ್ಲಿ ಇರಿಸಿ. ಪೂರ್ಣ-ಲೋಡ್ ಓವರ್ಲೋಡ್ ಅನ್ನು ತಪ್ಪಿಸಿ (ಇದು ಸುಲಭವಾಗಿ ಅಧಿಕ ತಾಪವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ) ಅಥವಾ ಕಡಿಮೆ-ಲೋಡ್ "ಐಡಲಿಂಗ್" (ಇದು ಅತ್ಯಂತ ಕಡಿಮೆ ಶಕ್ತಿಯ ಬಳಕೆಯ ದಕ್ಷತೆಯನ್ನು ಹೊಂದಿದೆ).
(3) ಉಗಿ ಪ್ಯಾರಾಮೀಟರ್ಗಳನ್ನು ಆಪ್ಟಿಮೈಜ್ ಮಾಡಿ: ಕಂಡೀಷನರ್ಗೆ ಪ್ರವೇಶಿಸುವ ಉಗಿ ಸ್ಯಾಚುರೇಟೆಡ್ ಆಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ, 0.3-0.5MPa ಸ್ಥಿರ ಒತ್ತಡ ಮತ್ತು 130-150℃ ತಾಪಮಾನ. ಕಂಡೀಷನಿಂಗ್ ಪರಿಣಾಮವನ್ನು ಮತ್ತು ಪರೋಕ್ಷವಾಗಿ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುವ ಆರ್ದ್ರ ಅಥವಾ ಸೂಪರ್ಹೀಟೆಡ್ ಸ್ಟೀಮ್ ಅನ್ನು ತಪ್ಪಿಸಿ.
(1) ನಿಯಮಿತ ನಯಗೊಳಿಸುವಿಕೆ: ಯಾಂತ್ರಿಕ ಘರ್ಷಣೆ ನಷ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅಗತ್ಯವಿರುವ ಪ್ರಸರಣ ವ್ಯವಸ್ಥೆಗೆ (ಉದಾ., ಬೇರಿಂಗ್ಗಳು, ಗೇರ್ಗಳು) ಸೂಕ್ತವಾದ ಲೂಬ್ರಿಕಂಟ್ಗಳನ್ನು ಸೇರಿಸಿ.
(2) ದುರ್ಬಲ ಭಾಗಗಳನ್ನು ಸಮಯೋಚಿತವಾಗಿ ಬದಲಾಯಿಸುವುದು: ಅತಿಯಾಗಿ ಧರಿಸಿರುವ ರಿಂಗ್ ಡೈಸ್, ಪ್ರೆಸ್ ರೋಲರ್ಗಳನ್ನು ಬದಲಾಯಿಸಿ (ಉದಾಹರಣೆಗೆ, ರಿಂಗ್ ಡೈ ಹೋಲ್ ವ್ಯಾಸವು 0.2 ಮಿಮೀ ಮೀರಿದಾಗ), ಅಥವಾ ನಿಷ್ಪರಿಣಾಮಕಾರಿ ಸ್ಕ್ರಾಪರ್ಗಳನ್ನು ತ್ವರಿತವಾಗಿ ಕಡಿಮೆ ಪೆಲ್ಲೆಟಿಂಗ್ ದಕ್ಷತೆಯನ್ನು ತಪ್ಪಿಸಲು ಮತ್ತು ವಯಸ್ಸಾದ ಘಟಕಗಳಿಂದ ಉಂಟಾಗುವ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
(3) ಕ್ಲೀನ್ ಸಂಗ್ರಹವಾದ ವಸ್ತು: ಶಾಖ ವರ್ಗಾವಣೆ ಮತ್ತು ವಸ್ತುಗಳ ಹರಿವಿನ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವುದನ್ನು ತಡೆಯಲು ಕಂಡಿಷನರ್, ಪೆಲ್ಲೆಟಿಂಗ್ ಚೇಂಬರ್ ಮತ್ತು ಕೂಲರ್ನಲ್ಲಿ ಸಂಗ್ರಹವಾದ ವಸ್ತುಗಳನ್ನು ನಿಯಮಿತವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಿ, ಹೀಗಾಗಿ ಶಕ್ತಿಯ ತ್ಯಾಜ್ಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
(1) ವೇರಿಯೇಬಲ್ ಫ್ರೀಕ್ವೆನ್ಸಿ ಮೋಟಾರ್ಗಳನ್ನು ಬಳಸಿ: ನೋ-ಲೋಡ್ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಶಕ್ತಿಯ ನಷ್ಟವನ್ನು ತಪ್ಪಿಸಲು ಉತ್ಪಾದನಾ ಹೊರೆಗೆ ಅನುಗುಣವಾಗಿ ಮೋಟಾರ್ ವೇಗವನ್ನು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಹೊಂದಿಸಿ.
(2) ಹೊಸ ಕಂಡೀಷನಿಂಗ್ ಸಿಸ್ಟಮ್ಗಳನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳಿ: ಉದಾಹರಣೆಗೆ, ಟ್ವಿನ್-ಶಾಫ್ಟ್ ಡಿಫರೆನ್ಷಿಯಲ್ ಕಂಡಿಷನರ್ ಉಗಿ ಮತ್ತು ಕಚ್ಚಾ ವಸ್ತುಗಳ ಮಿಶ್ರಣ ಸಾಮರ್ಥ್ಯವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ, ಕಂಡೀಷನಿಂಗ್ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಒಟ್ಟಾರೆ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.






