Sebelum menyemprotkan bahan, bubuk halus dan partikel yang lebih besar harus disaring dan dihilangkan; Jika jumlah injeksi bahan bakar belakang di bawah 5%, injektor bahan bakar drum kontinu dapat dipilih, dan bila di atas 5%, injektor bahan bakar vakum batch (nosel cairan tunggal) harus dipilih. Selain itu, jumlah bahan dan cairan yang ditambahkan perlu dikontrol secara akurat sesuai dengan rasio formula untuk mencapai penyemprotan yang seragam.
Pematangan
Namun karena teknologi pengolahan pakan kembung air yang relatif kompleks dibandingkan dengan teknik pengolahan lainnya, kualitas pengolahan pakan kembung air seringkali tidak stabil atau beberapa varietas tidak dapat menghasilkan produk yang berkualitas dalam proses produksi sebenarnya. Ada banyak faktor yang mempengaruhi kualitas pengolahan pakan kembung akuatik. Hanya dengan memahami sepenuhnya dampak peralatan proses ekstrusi dan sifat fisikokimia bahan baku pakan terhadap kualitas pemrosesan, dan secara ilmiah mengubah kondisi operasi ekstrusi dan penggembungan, kualitas pemrosesan pakan kembung akuatik dapat dikontrol secara efektif dan tingkat kelulusan satu kali produk ditingkatkan.

PROYEK SUKSES>4.1 Prinsip pengendalian ukuran partikel untuk penghancuran
Misi Kami: Selalu Menciptakan Nilai Klien
2.2.4 Aspek lainnya. Keausan dan penuaan peralatan engah, serta apakah operatornya seorang pemula, sampai batas tertentu akan mempengaruhi kualitas produk engah. Hal ini mengharuskan kami untuk memberikan pelatihan operasional bagi pemula sebelum mereka mulai bekerja dan mengembangkan manual pengoperasian standar sebagai referensi. Pada saat yang sama, kita perlu memantau keausan sekrup, bushing, dan cetakan secara rutin untuk menentukan perawatan dan penggantian selanjutnya.
Pengolahan pakan ikan kembung memerlukan penyuntikan uap dan air, dan bahan tersebut harus mengandung minimal 20% pati, yang terutama berfungsi sebagai bahan pengikat dan energi. Suhu produk yang diekstrusi harus 125-138 ℃, 34-37 atmosfer (33-36kg\/cm2), dan kelembapan 25-27% sebelum keluar dari cetakan cincin; Setelah ekstrusi, kepadatan curah harus 320-400g\/L dan kadar air harus 21-24. Ketika bahan yang diekstrusi dilepaskan dari cetakan, 3-4 poin persentase kelembabannya hilang. Pada saat bahan yang diekstrusi dikeluarkan dari cetakan, pelepasan tekanan secara tiba-tiba menyebabkan air yang terlalu panas berubah menjadi uap, mengurangi kadar air bahan yang diekstrusi dan menghasilkan banyak gelembung kecil untuk mengurangi kepadatan. Hanya dengan demikian pakan yang diekstrusi dapat mengapung. Mengeringkan pakan ikan lebih lanjut (biasanya dengan kadar air kurang dari 10%) juga dapat meningkatkan daya apungnya. Kepadatan curah 480g\/L diakui sebagai titik balik terapung dan tenggelamnya pakan pelet. Jika massa jenisnya lebih rendah dari ini, ia akan mengapung, dan jika lebih tinggi dari massa jenis ini, ia akan tenggelam.
Pematangan
Sistem Kontrol Layar Penuh Komputer
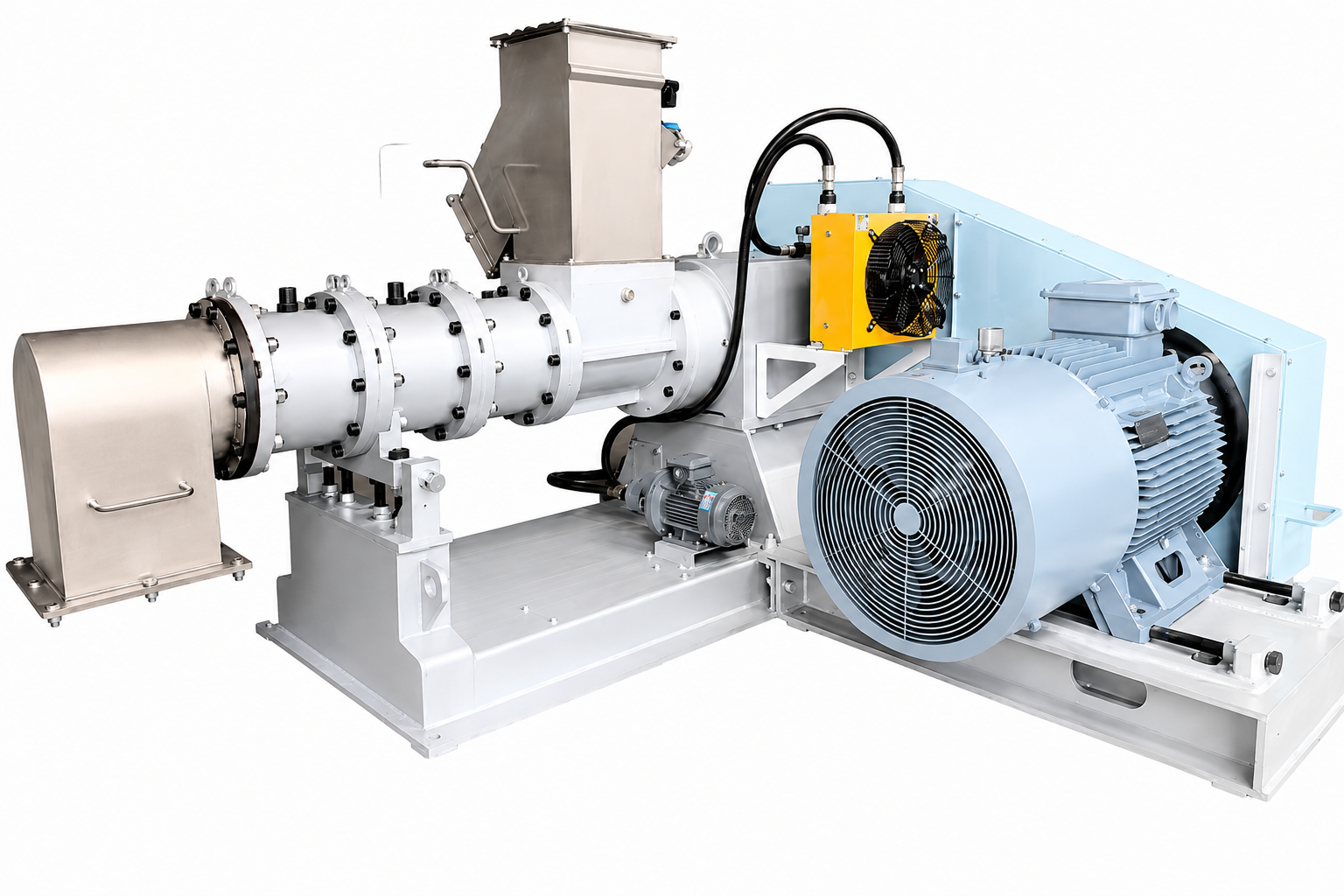
Ada banyak jenis ekstruder yang beredar di pasaran, yang pada dasarnya dapat dibagi menjadi ekstruder sekrup tunggal dan ekstruder sekrup ganda sesuai dengan komposisi sekrupnya. Pengekstrusi sekrup tunggal dapat dibagi menjadi ekstruder pengawetan basah, ekstruder pengawet kering, dan ekstruder pembentuk dingin. Ekstruder umumnya terdiri dari empat bagian utama, antara lain sistem pengumpanan, modulator, pemboran ekstruder, dan alat pemotong. Sekrup pengumpanan kecepatan variabel dalam sistem pengumpanan memasukkan bahan mentah ke pra modulator, dan operator dapat memantau situasi pengumpanan melalui indikator tingkat tinggi dan rendah serta jendela kaca visual. Modulator disuntikkan dengan air dan panas dalam bentuk uap, dan seluruh proses modulasi berlangsung selama 5 menit, menyelesaikan pematangan 40-50%. Pengeboran ekstruder meliputi kepala dan sekrup, dan fungsi sekrup adalah untuk mendorong material dan mengontrol proses pematangan di dalam ekstruder. Sekrup di bagian pengumpanan mendorong material, biasanya dengan bilah sekrup yang lebih dalam; Bahan pencampur dan pengaduk sekrup tengah; Sekrup akhir secara bertahap menjadi lebih tipis, memungkinkan material untuk dicetak menjadi produk akhir.
Pematangan
Perlengkapan dan Asesoris Penolong
Saat membuat umpan kembung berat, masukkan air ke dalam modulator (tanpa atau dengan injeksi uap minimal), dan cetakan cincin harus memiliki tekanan 26-30 atmosfer (25-29kg\/cm2). Bahan yang diekstrusi harus memiliki kadar air 28-30%, kepadatan curah 450-550g\/L setelah ekstrusi, suhu 120 ℃, dan kadar air 26%. Ekstruder pengawetan hangat menggunakan cetakan dengan ventilasi, sedangkan ekstruder kering menggunakan cetakan ekstrusi sekunder, yang dapat mengurangi suhu, kelembapan, dan laju ekspansi produk yang diekstrusi, serta menghasilkan pakan tenggelam dengan lancar. Kepala cetakan dengan ventilasi melekat erat pada cetakan, sehingga juga dapat digunakan dalam situasi di mana vitamin, pigmen, dan penambah rasa perlu ditambahkan ke bahan yang diekstrusi untuk menghindari pengenceran yang berlebihan. Pakan ikan yang tenggelam harus mengandung 10% pati dan 12% lemak, dan produk akhir yang diekstrusi harus dikeringkan hingga kadar air 10% hingga 12%. Pengeringan yang berlebihan dapat menyebabkan pakan yang tenggelam dapat mengapung.
Pematangan
Prosedur Pengoperasian Alat Penjaminan Mutu pada Proses Granulasi
4.5 Pemilihan peralatan untuk proses pasca penyemprotan
2.2.1 Rumus bahan baku. Sifat fisik dan kimia bahan baku, perlakuan awal bahan, dan komposisi formula semuanya mempengaruhi kualitas pengolahan bahan kembung. Secara khusus, koefisien perluasan kualitas bahan baku mempengaruhi efek perluasan pakan dan biaya perluasan. Apakah bahan bebas dari pengotor, apakah ukuran partikel mencapai standar, dan apakah perlakuan pra-pengkondisian dilakukan akan mempengaruhi efek pemuaian; Kandungan pati, minyak, dan serat kasar dalam formula pakan sampai batas tertentu menentukan efek akhir dari pemberian pakan.

Sepuluh Tindakan Pengendalian Biaya Teratas untuk Produksi Pabrik Pakan
3.1 Menghancurkan ukuran partikel. Ukuran partikel sangat penting untuk teknologi pemrosesan ekstrusi dan puffing. Menghancurkan bahan kasar menjadi partikel dapat mengurangi koefisien muai produk, sehingga mudah menghalangi cetakan; Mempengaruhi efek pra pengkondisian dan pencampuran ekstrusi; Ekstruder memiliki keausan yang tinggi dan konsumsi energi mekanik yang tinggi; Ini juga akan membuat tampilan partikel produk menjadi kasar. Oleh karena itu, penting untuk menentukan ukuran partikel penghancur yang paling ekonomis berdasarkan tingkat produk dan persyaratan ekstrusi.
Baru-baru ini, pelanggan berhasil mencapai perjanjian kerja sama dengan Henan Mufeng Intelligent Equipment Co., Ltd. dan membeli lini produksi pakan unggas 10T\/H dan lini produksi pelet pakan ikan terapung 2T\/H.
Teknologi proses ekstrusi untuk menghasilkan pakan kembung telah menjadi tren dalam perkembangan teknologi pengolahan pakan perairan. Fungsi unik dari ekstruder adalah untuk mengubah berat pakan, sehingga menghasilkan pakan ikan yang mengambang, mengendap perlahan, dan mengendap. Pakan ikan terapung tidak hanya meningkatkan efisiensi pakan, namun yang terpenting, memungkinkan peternak melihat situasi pemberian pakan ikan, menghindari pemberian pakan berlebihan dan mengurangi limbah pakan.
Jika lubang cetakan ekstrusi di bawah 2,0 mm, bubuk harus disaring melalui saringan 18-24 mesh untuk menghilangkan kotoran; Jika lubang cetakan ekstrusi berada di atas 2,0 mm, bubuk harus disaring melalui saringan 12-16 mesh untuk menghilangkan kotoran. Ketika bukaan cetakan di bawah 2,0 mm, jika formula mengandung sebagian besar bahan bulu, kapas, dan cangkang, bahkan setelah penyaringan 24 mesh, stabilitas produksi ekstrusi masih buruk.
Pematangan
Proyek Pakan Unggas 10T\/H + 5T\/H Pakan Ikan Terapung di Nigeria Berhasil Memulai Konstruksi
3.5 Bahan mentah bulu dan cangkang. Semakin tinggi berat jenis bahan mentah seperti tepung biji kapas, tepung biji kelapa, dan tepung lobak dalam formula, semakin sulit bahan tersebut dihancurkan, dan efisiensi penghancuran menurun secara linier. Bentuk bahan bulu dan cangkang yang tidak beraturan juga sulit untuk disaring dengan halus, sehingga dapat dengan mudah meningkatkan tingkat kegagalan produksi pemblokiran jamur. Produk yang mengandung bahan cangkang dalam jumlah besar rentan terhadap pecahnya gelembung selama pemrosesan, sehingga menghasilkan tampilan partikel yang buruk.
Pematangan
3.4 Protein kasar. Sumber dan kandungan protein kasar dalam bahan baku mempunyai pengaruh yang signifikan terhadap efek ekstrusi dan puffing. Secara umum, performa puffing protein hewani sangat bervariasi, sedangkan performa puffing protein nabati secara keseluruhan lebih baik. Dalam kisaran tertentu, peningkatan kandungan protein kasar menghasilkan koefisien gesekan yang lebih rendah, pengurangan keausan peralatan, pengorganisasian produk yang lebih baik, dan peningkatan viskoelastisitas.

3.3 Kandungan lemak kasar. Untuk mesin sumbu tunggal, jika kandungan lemak kasar bahan mentah melebihi 8% sebelum ekstrusi, homogenisasi bahan yang buruk, kualitas tidak stabil, penurunan viskositas produk, dan penurunan ketahanan air akan terjadi selama ekstrusi; Mempengaruhi suhu dan tekanan ekstrusi, mengurangi gaya embusan, dan menurunkan laju apung produk. Oleh karena itu, bila kandungan lemak total pakan terapung yang digembungkan melebihi 8% sebelum ekstrusi, kelebihan minyak harus disemprotkan dan ditambahkan secara eksternal untuk mengurangi dampak pada proses ekstrusi. Melalui praktik produksi, telah terbukti bahwa bahan baku minyak tinggi bermanfaat untuk meningkatkan kadar minyak. Jumlah minimum injeksi bahan bakar eksternal yang seragam berkaitan dengan ukuran partikel dan kehalusan permukaan, dan semakin kecil partikel, semakin mudah mencapai keseragaman.
Pematangan
Pematangan pemerasan dicapai dengan menggabungkan efek air, tekanan, suhu, dan geser mekanis. Pada proses pematangan ekstrusi, suhu di dalam mesin dapat mencapai 90-200 ℃, dan durasi ekstrusi berkisar 2-30 detik. Produk yang diekstrusi akan mengalami serangkaian perubahan fisik dan kimia, seperti gelatinisasi pati, denaturasi protein, inaktivasi enzim, komponen toksik, dan inaktivasi mikroba.
Pematangan
Ketika terdapat berbagai spesifikasi dan bentuk produk, pengering konveyor tempat tidur dengan fungsi pembersihan mandiri dan sirkulasi udara panas harus dipilih; Ketika spesifikasi dan bentuk produk tunggal dan batch produksinya besar, pengering arus penghitung pelat lipat multi-tahap dapat dipilih; Saat memilih pengering, perlu mempertimbangkan persyaratan keseragaman kelembapan produk, struktur kain dan pembuangan yang ilmiah dan stabil, serta kebutuhan untuk menjaga integritas partikel dan mencegah kontaminasi silang proses.
Pematangan
Lini Produksi Pakan Ternak Dan Unggas>Silakan biarkan bidang ini kosong.
2.2 Analisis Faktor-Faktor yang Mempengaruhi Kualitas Pengolahan
3.2 Konten pati. Kandungan pati yang wajar dan sedikit lebih tinggi akan meningkatkan koefisien ekspansi dan meningkatkan laju mengambang; Meningkatkan lebar operasi ekstrusi memudahkan stabilisasi kualitas produk; Kandungan pati yang sedikit lebih tinggi akan meningkatkan kemampuan alir bahan, yang bermanfaat untuk granulasi pakan dan membantu meningkatkan kualitas tampilan butiran. Bahan baku pati yang baik antara lain tepung gluten tinggi, tepung jagung, dan tepung kentang.
Pematangan
Poin Penting Teknologi Pengolahan dan Pengendalian Mutu Pakan Kembung Akuatik
2.2.2 Peralatan proses. Struktur host (apakah menggunakan sumbu tunggal atau ganda, ukuran nilai D: L, distribusi konfigurasi spiral), konfigurasi peralatan proses (penghancuran, penyaringan, pengeringan, dan penyemprotan), dan parameter lubang cetakan ekstrusi (struktur lubang tunggal dan luas lubang cetakan) semuanya mempengaruhi kualitas bahan yang diekstrusi.

2、 Tautan Utama yang Mempengaruhi Kualitas Pemrosesan Pakan Kembung
Bukaan cetakan mensyaratkan bukaan saringan kurang dari sepertiga bukaan cetakan, dan bukaan maksimum saringan tidak boleh melebihi 1,2 mm. Penampilan produk mensyaratkan bahwa semakin halus ukuran partikel bahan selama ekstrusi dan penggembungan, semakin baik pula penampilan produk; Selain itu, kehalusan penghancuran material perlu dikontrol secara ekonomis dan wajar berdasarkan varietas pembiakan, untuk mengurangi biaya penghancuran yang tidak perlu.
Pematangan
2.1 Fokus pada kontrol kualitas pemrosesan produk
Saat merancang parameter jarak kompresi, jarak kompresi harus 1,2-1,5 kali bukaan bila bukaan kurang dari 1,5 mm, dan 0,8-2,0 kali bukaan bila bukaan lebih besar dari 2,0 mm. Hubungan antara jarak tekanan dan tampilan produk diwujudkan dalam jarak tekanan lubang cetakan yang pendek, permukaan produk berpori, dan bentuknya bulat; Jarak tekanan lubang cetakan panjang, permukaan produk halus, dan bentuknya silindris.
Pematangan
4.3 Jarak tekanan efektif struktur lubang cetakan
Baru-baru ini, direktur pabrik pakan pelanggan Irak mengunjungi Mufeng Intelligent Equipment Co., Ltd. dan melakukan tur komprehensif dan mendalam mengenai proyek turnkey perusahaan - pabrik produksi pakan ikan Dade dengan produksi 50 ton per jam.