Antaŭ ol ŝprucigi la materialon, fajna pulvoro kaj pli grandaj partikloj devas esti ekzamenitaj kaj forigitaj; Kiam la malantaŭa fuelinjekto kvanto estas sub 5%, kontinua tambura fuelinjekciilo povas esti elektita, kaj kiam ĝi estas super 5%, grupa vakua fuelinjekciilo (ununura fluida cigaredingo) devus esti elektita. Krome, necesas precize kontroli la kvanton da materialoj kaj likvaĵoj aldonitaj laŭ la formula proporcio por atingi unuforman ŝprucigadon.
Ripener
Tamen, pro la relative kompleksa pretiga teknologio de akva ŝvelita nutraĵo kompare kun aliaj prilaboraj teknikoj, la pretiga kvalito de akva ŝvelita nutraĵo ofte estas malstabila aŭ iuj varioj ne povas produkti kvalifikitajn produktojn en la fakta produktada procezo. Estas multaj faktoroj, kiuj influas la pretigan kvaliton de akva ŝveligita furaĝo. Nur plene komprenante la efikon de eltruda proceza ekipaĵo kaj la fizikokemiaj propraĵoj de nutraj krudmaterialoj sur pretiga kvalito, kaj science ŝanĝante la eltrudajn kaj pufantajn operaciajn kondiĉojn, la pretiga kvalito de akva ŝvelinta nutraĵo povas esti efike kontrolita kaj la unufoja trapasa indico de produktoj esti plibonigita.

SUKSEKSA PROJEKTO>4.1 Principo de regulo de partikla grandeco por disbatado
Nia Misio: Ĉiam Kreu Klientan Valoron
2.2.4 Aliaj aspektoj. La eluziĝo kaj maljuniĝo de pufaj ekipaĵoj, same kiel ĉu la funkciigisto estas novulo, iagrade influos la kvaliton de pufaj produktoj. Ĉi tio postulas, ke ni provizi operacian trejnadon por komencantoj antaŭ ol ili komencas labori kaj evoluigi normigitajn operaciajn manlibrojn por referenco. Samtempe, ni devas regule spuri la eluziĝon de ŝraŭboj, buŝoj kaj muldiloj por determini pli postan bontenadon kaj anstataŭigon.
Prilaborado de ŝvelitaj fiŝoj postulas injekti vaporon kaj akvon, kaj la materialo devas enhavi almenaŭ 20% amelon, kiu ĉefe servas kiel liganto kaj energia substanco. La temperaturo de la eltrudita produkto devas esti 125-138 ℃, 34-37 atmosferoj (33-36kg\/cm2), kaj 25-27% humideco antaŭ ol eliri la ringan ŝimon; Post eltrudado, la pogranda denseco devas esti 320-400g\/L kaj la humida enhavo estu 21-24. Kiam la eltrudita materialo estas liberigita el la ŝimo, 3-4 elcentaj punktoj de humideco perdiĝas. En la momento, kiam la eltrudita materialo estas liberigita el la muldilo, la subita liberigo de premo igas la trovarmigitan akvon turniĝi en vaporon, reduktante la humidecan enhavon de la eltrudigita materialo kaj generante multajn malgrandajn vezikojn por redukti la densecon. Nur tiam la eltrudita nutraĵo povas flosi. Sekigado de fiŝo-nutraĵo plu (kutime kun humidenhavo de malpli ol 10%) ankaŭ povas plibonigi ĝian floseblecon. La pogranda denseco de 480g\/L estas rekonita kiel la turnopunkto por la flosado kaj sinkigo de buleta nutrado. Se la pogranda denseco estas pli malalta ol ĉi tio, ĝi flosas, kaj se ĝi estas pli alta ol tiu ĉi poka denseco, ĝi sinkas.
Ripener
Komputila Plenekrana Kontrolsistemo
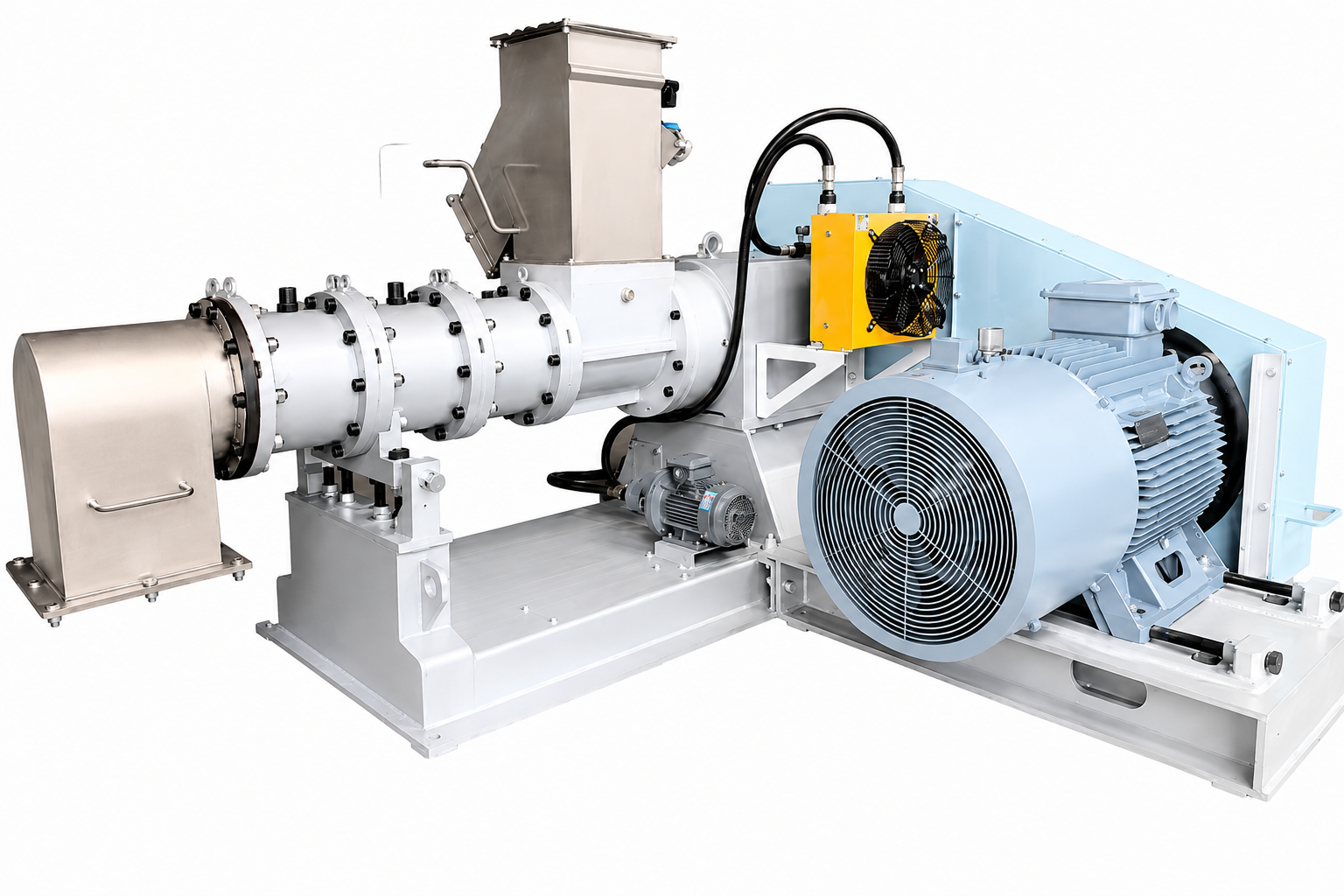
Estas multaj specoj de extruders sur la merkato, kiuj povas esti esence dividitaj en unuŝraŭbajn extruders kaj ĝemelŝraŭbajn extruders laŭ la konsisto de la ŝraŭbo. Ununura ŝraŭba extruders povas esti dividita en malseka resaniga extruders, seka resanigo extruders, kaj malvarma formanta extruders. La extruder ĝenerale konsistas el kvar ĉefaj partoj, inkluzive de la nutra sistemo, modulatoro, extruder enuiga kaj tranĉa aparato. La ŝanĝiĝema rapido-nutra ŝraŭbo en la nutra sistemo nutras la krudajn materialojn en la antaŭ-modulilon, kaj la funkciigisto povas kontroli la nutran situacion per altaj kaj malaltaj nivelaj indikiloj kaj vidaj vitraj fenestroj. La modulatoro estas injektita per akvo kaj varmo en formo de vaporo, kaj la tuta modulada procezo daŭras 5 minutojn, kompletigante 40-50% maturiĝon. La enuiga extruder inkluzivas la kapon kaj ŝraŭbon, kaj la funkcio de la ŝraŭbo estas puŝi la materialon kaj kontroli la maturiĝoprocezon ene de la extruder. La ŝraŭbo en la nutra sekcio propulsas la materialon, kutime kun pli profundaj ŝraŭbklingoj; Mezŝraŭbo miksado kaj knedado de materialoj; La fina ŝraŭbo iom post iom iĝas pli maldika, permesante al la materialo esti muldita en la finan produkton.
Ripener
Helpa Ekipaĵo kaj Akcesoraĵoj
Kiam vi faras pezan ŝvelitan nutraĵon, injektu akvon en la modulilon (sen aŭ kun minimuma vaporinjekto), kaj la ringa ŝimo havu premon de 26-30 atmosferoj (25-29kg\/cm2). La eltrudita materialo devas havi akvoenhavon de 28-30%, pograndan densecon de 450-550g\/L post eltrudado, temperaturon de 120 ℃ kaj humidecan enhavon de 26%. La varma resaniga extruder uzas ĵetkubon kun ellastruo, dum la seka extruder uzas sekundaran eltrudan ĵetkubon, kiu povas redukti la temperaturon, humidecon kaj ekspansiiĝon de la eltrudigita produkto, kaj glate produkti sinkantan nutraĵon. La muldila kapo kun ellastruo estas proksime alkroĉita al la ŝablono, do ĝi ankaŭ povas esti uzata en situacioj, kie vitaminoj, pigmentoj kaj gusto-plibonigiloj devas esti aldonitaj al la eltrudita materialo por eviti troan diluon. La sinkanta fiŝo-nutraĵo devus enhavi 10% amelon kaj 12% grason, kaj la fina eltrudigita produkto devus esti sekigita al humidenhavo de 10% ĝis 12%. Troa sekiĝo povas igi la sinkantan furaĝon flosi.
Ripener
Funkciaj Proceduroj por Kvalita Asekuro-Aparato en Granula Procezo
4.5 Selektado de ekipaĵo por postŝpruciga procezo
2.2.1 Formulo de krudmaterialo. La fizikaj kaj kemiaj propraĵoj de krudmaterialoj, materiala antaŭtraktado kaj formulkonsisto ĉiuj influas la pretigan kvaliton de ŝvelitaj materialoj. Specife, la krudmateriala ekspansia kvalita koeficiento influas la nutraĵan ekspansion-efekton kaj ekspansia koston. Ĉu la materialo estas libera de malpuraĵoj, ĉu la partiklograndeco atingas la normon, kaj ĉu la antaŭkondiĉa traktado efektiviĝas, influos la ekspansion efikon; La amelo, oleo, kaj kruda fibro enhavo de la furaĝformulo iagrade determinas la finan efikon de furaĝpuvado.

Supraj Dek Kostaj Kontrolaj Rimedoj por Produktado de Feed Factory
3.1 Disbatanta partiklograndecon. La partiklograndeco estas decida por la eltrudado kaj pufa pretigteknologio. Disbatado de krudaj materialoj en partiklojn povas redukti la ekspansiokoeficienton de la produkto, faciligante bloki la ŝimon; Influu la efikon de antaŭkondiĉa kaj eltruda miksado; La extruder havas altan eluziĝon kaj altan mekanikan energian konsumon; Ĝi ankaŭ faros la aspekton de la produktaj partikloj malglata. Tial necesas determini la plej ekonomian disbatantan partiklon bazitan sur produkta grado kaj eltrudaj postuloj.
Lastatempe, la kliento sukcese atingis kunlaboran interkonsenton kun Henan Mufeng Intelligent Equipment Co., Ltd. kaj aĉetis 10T\/H-kotbirdaĵan produktadlinion kaj 2T\/H ŝveban fiŝomanĝantan produktadlinion.
Ekstruda proceza teknologio por produkti ŝvelitan nutraĵon fariĝis tendenco en la disvolviĝo de akva nutraĵa prilaborado. La unika funkcio de la ekstrudisto estas ŝanĝi la pezon de la nutraĵo, tiel produktante flosadon, malrapidan ekloĝiĝon, kaj ekloĝantan ŝvelan fiŝon. Flosanta fiŝa nutrado ne nur plibonigas nutraĵefikecon, sed plej grave, permesas al farmistoj vidi la nutran situacion de fiŝoj, evitante tromanĝigon kaj reduktante manĝaĵmalŝparo.
Kiam la eltruda die truo estas sub 2.0mm, la pulvoro devas esti kribrita tra 18-24 mesh kribrilo por forigi malpuraĵojn; Kiam la eltruda ĵettruo estas super 2.0mm, la pulvoro devas esti kribrita tra 12-16 mesh kribrilo por forigi malpuraĵojn. Kiam la muldila aperturo estas sub 2.0mm, se la formulo enhavas grandan proporcion de peltaj, kotonoj kaj ŝelaj materialoj, eĉ post 24-maŝa kribrado, la stabileco de eltruda produktado ankoraŭ estas malbona.
Ripener
La Projekto de Flosanta Fiŝa Nutraĵo 10T\/H de Niĝerio Sukcese Komencas Konstruadon
3.5 Krudmaterialoj por felo kaj konkoj. Ju pli alta estas la specifa pezo de krudmaterialoj kiel kotonsemo-manĝo, kokosa semo-manĝo kaj kolzo-manĝo en la formulo, des pli malfacile estas disbati la materialojn, kaj la disprema efikeco malpliiĝas linie. La neregula formo de peltaj kaj ŝelmaterialoj ankaŭ malfacilas fajne kribri, kio povas facile pliigi la malsukcesan indicon de muldilo blokanta produktadon. Produktoj enhavantaj grandan kvanton da ŝelmaterialoj estas inklinaj al bobelo krevas dum prilaborado, rezultigante malbonan partiklaspekton.
Ripener
3.4 Kruda proteino. La fonto kaj enhavo de kruda proteino en krudmaterialoj havas gravan efikon sur la eltrudado kaj pufa efiko. Ĝenerale parolante, la blova agado de besta proteino multe varias, dum la ĝenerala blova agado de planta proteino estas pli bona. Ene de certa intervalo, la pliiĝo en kruda proteina enhavo rezultigas pli malaltan frikciokoeficienton, reduktitan ekipaĵeluziĝon, pli bonan produktan organizon kaj pliigitan viskoelastikecon.

3.3 Kruda grasa enhavo. Por unu-aksaj maŝinoj, se la kruda grasa enhavo de la krudaĵo superas 8% antaŭ eltrudado, malbona materiala homogeniĝo, malstabila kvalito, reduktita produkta viskozeco kaj malpliigita akvorezisto okazos dum eltrudado; Influas eltrudan temperaturon kaj premon, reduktas pufforton, kaj malaltigas produktoflosadon. Tial, kiam la totala grasa enhavo de ŝvelinta flosanta nutrado superas 8% antaŭ eltrudado, la troa oleo devas esti ŝprucita kaj aldonita ekstere por redukti la efikon al eltruda pretigo. Per produktadpraktiko, estis pruvite, ke altaj oleaj krudmaterialoj estas utilaj por plibonigi naftonivelojn. La minimuma unuforma ekstera fuela injekta kvanto rilatas al la partiklograndeco kaj surfaca glateco, kaj ju pli malgrandaj la partikloj, des pli facile estas atingi unuformecon.
Ripener
Prema maturiĝo estas atingita kombinante la efikojn de akvo, premo, temperaturo, kaj mekanika tondo. En la procezo de eltruda maturiĝo, la temperaturo en la maŝino povas atingi 90-200 ℃, kaj la eltruda daŭro varias de 2-30 sekundoj. La eltrudita produkto suferos serion de fizikaj kaj kemiaj ŝanĝoj, kiel amelo-gelatinigo, proteina denaturado, enzima malaktivigo, toksaj komponantoj kaj mikroba malaktivigo.
Ripener
Kiam estas diversaj specifoj kaj formoj de produkto, oni elektu litan transportan sekigilon kun mempurigaj kaj varmaj cirkuladfunkcioj; Kiam la specifo kaj formo de la produkto estas unuopaj kaj la produktada aro estas granda, oni povas elekti plurstadian flipplaton kontraŭ-kurenta sekigilo; Elektante sekigilon, necesas konsideri la postulojn por produkta humideco-unuformeco, sciencaj kaj stabilaj ŝtofoj kaj malŝarĝaj strukturoj, kaj la bezonon konservi partiklan integrecon kaj malhelpi procezan krucpoluadon.
Ripener
Brutaro Kaj Kokaĵo Nutraĵo Produktado Linio>Bonvolu lasi ĉi tiun kampon malplena.
2.2 Analizo de Faktoroj Influantaj Pretigan Kvaliton
3.2 Amelo enhavo. Racia kaj iomete pli alta amelo enhavo pliigos la ekspansio-koeficienton kaj plibonigos la flosan indicon; Pliigi la larĝon de la eltruda operacio faciligas stabiligi produktokvaliton; Iomete pli alta amelo-enhavo pliigos la flueblecon de la materialo, kiu estas utila por nutraĵgranulado kaj helpas plibonigi la aspekton de la grajnetoj. Bonaj amelaj krudaĵoj inkluzivas altan glutenan farunon, maizan farunon kaj terpoman amelon.
Ripener
Ŝlosilaj Punktoj De Pretiga Teknologio kaj Kvalita Kontrolo Por Akva Pufa Nutraĵo
2.2.2 Proceza ekipaĵo. La gastiga strukturo (ĉu uzi ununuran akson aŭ duoblan akson, D: L-valora grandeco, spirala agorda distribuo), proceza ekipaĵo-agordo (dispremado, kribrado, sekigado kaj ŝprucaĵo), kaj eltrudaj dietruaj parametroj (unutrua strukturo kaj ĵettrua areo) ĉiuj influas la kvaliton de eltruditaj materialoj.

2、 La Ĉefaj Ligiloj Influantaj La Pretigan Kvaliton De Pufa Nutraĵo
La aperturo de la muldilo postulas, ke la kribrila aperturo estu malpli ol unu triono de la muldila aperturo, kaj la maksimuma aperturo de la kribrilo ne superu 1.2mm. La aspekto de la produkto postulas, ke ju pli fajna la partiklograndeco de la materialo dum eltrudado kaj pufo, des pli bona la aspekto de la produkto; Krome, necesas kontroli la fajnecon de materialo disbatanta ekonomie kaj racie surbaze de la reprodukta vario, por redukti nenecesajn disbatadkostojn.
Ripener
2.1 Koncentriĝu pri kvalito-kontrolo de produkta prilaborado
Dum desegnado de la kunprema distanco parametroj, la kunprema distanco devus esti 1.2-1.5 fojojn la aperturo kiam la aperturo estas malpli ol 1.5mm, kaj 0.8-2.0 fojojn la aperturo kiam la aperturo estas pli granda ol 2.0mm. La rilato inter la prema distanco kaj la aspekto de la produkto manifestiĝas en tio, ke la muldila trua prema distanco estas mallonga, la produkta surfaco estas pora kaj la formo estas sfera; La muldila trua prema distanco estas longa, la produkta surfaco estas glata, kaj la formo estas cilindra.
Ripener
4.3 Efika prema distanco de muldila trua strukturo
Lastatempe, la direktoro de iraka kliento nutraĵfabriko vizitis Mufeng Intelligent Equipment Co., Ltd. kaj faris ampleksan kaj profundan turneon de la klavprojekto de la firmao - la Dade-fiŝnutraĵfabriko kun produktado de 50 tunoj hore.