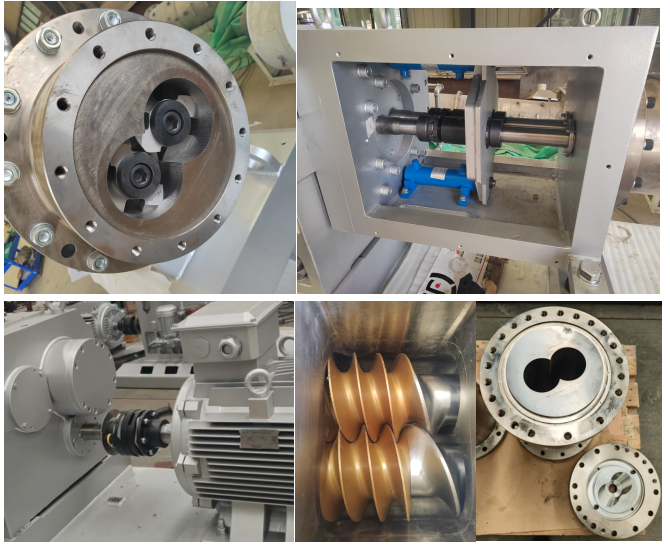
D'r binne twa opsjonele tichtheidskontrôles, druk- en fakuümtype, dy't benammen brûkt wurde yn 'e produksje fan extrudearre materialen mei hege bulkdichte (lykas sinkende akwatyske feed, fiedingsriis, ensfh.), dy't de bulkdichte fan materialen effektyf kinne ferheegje, of de produksjekapasiteit fan' e extruder ferheegje, en it uterlik fan materialen ferbetterje;


| Sineesk | Diele | H75*2 | E-post: | H120*2 | H136*2 | H156*2 | H182*2 |
| Elektryske krêft: | 55/75 | 110/132 | 160 | 200/250 | 315/355 | 560/630 | Twin Screw Extruder |
| Monitor Rate (kw) | 1.1 | 1.5 | 1.5 | 2.2 | 3.0 | 5.5 | Twin Screw Extruder |
| Trije-assige Conditioner Power (kw) | 3+5.5 | 5.5+11 | 7.5+22 | 7.5+22 | 15+37 | 15+37/18.5+45 | |
| Tapasbere yndustry: | 2.2 | 4 | 4 | 5.5 | 7.5 | 11 | Twin Screw Extruder |
| SUKSES PROJEKT | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 | |
| Produksje Line | 0.8-1 | 2-3 | 3-5 | 5-7 | 10~12 | 15~20 | Sjabloan foar driuwend materiaal Φ4.0 |
| 0.3-0.5 | 1-1.5 | 1.5-2 | 2-4 | 4~6 | 6~8 | Sjabloan foar driuwend materiaal Φ0.8 | |
| 0.3-0.5 | 1-2 | 1.5-3 | 3-5 | 6~8 | 10~14 | Sjabloan foar sinkende materiaal Φ4.0 |