一、Facteurs de formulation
- Faible teneur en amidon ou gélatinisation insuffisante : L'amidon gélatinise (gélatinise) lors du conditionnement à haute température et haute pression, agissant comme un liant naturel. C’est la principale source de dureté des granulés. Si la proportion de matières premières amylacées telles que le maïs et le blé dans la formulation est trop faible, ou si les conditions de conditionnement sont mauvaises, l'amidon risque de ne pas gélatiniser suffisamment.
- Teneur excessivement élevée en protéines : une teneur excessivement élevée en protéines (en particulier les protéines végétales telles que la farine de soja) a un effet contre-productif lorsqu'elle est chauffée, réduisant la force de liaison et rendant la structure des granulés lâche.
- Teneur excessivement élevée en matières grasses : la graisse (qu'elle soit inhérente aux matières premières ou appliquée ultérieurement) agit comme un lubrifiant dans les granulés, réduisant considérablement la dureté des granulés. Lorsque la teneur totale en matières grasses (en particulier les huiles ajoutées) dépasse 5 %, l'impact négatif sur la dureté est très important.
- Teneur en fibres trop élevée ou trop faible : une quantité appropriée de fibres agit comme un « squelette » pendant la granulation, améliorant la dureté grâce à l'entrelacement. Cependant, un excès de fibres (comme une forte proportion de son ou de son de riz) manque d'adhésivité, ce qui réduit la durabilité des granulés. En revanche, une quantité insuffisante de fibres ne dispose pas de ce soutien squelettique.
- Manque de liant : Dans certaines formulations particulières (comme les aliments aquatiques ou les aliments de démarrage) ou lors de l'utilisation de matières premières particulières, sans ajout d'un liant dédié aux pellets (comme les sulfonates de lignine, la bentonite, les colloïdes, etc.), les pellets auront du mal à atteindre la dureté souhaitée.
二、Processus de production et facteurs opérationnels
- Mauvais effet conditionnant :
- Qualité de la vapeur : utilisez de la vapeur saturée sèche, et non de la vapeur humide ou surchauffée. Une pression de vapeur instable ou une teneur en humidité excessive affecteront l’effet de conditionnement.
- Température de conditionnement trop basse : La température est cruciale pour la gélatinisation de l’amidon et la dénaturation des protéines. Une température insuffisante entraîne de faibles taux de gélatinisation et des granulés naturellement faibles.
- Temps de conditionnement insuffisant : Un temps de séjour insuffisant du matériau dans le conditionneur entraîne un mélange inadéquat de la vapeur et du matériau, entraînant une maturation insuffisante.
- Ajout de vapeur insuffisant : L’ajout de vapeur devrait généralement représenter 3 à 6 % de la production ; une quantité trop faible ne parviendra pas à fournir suffisamment de chaleur et d’humidité.
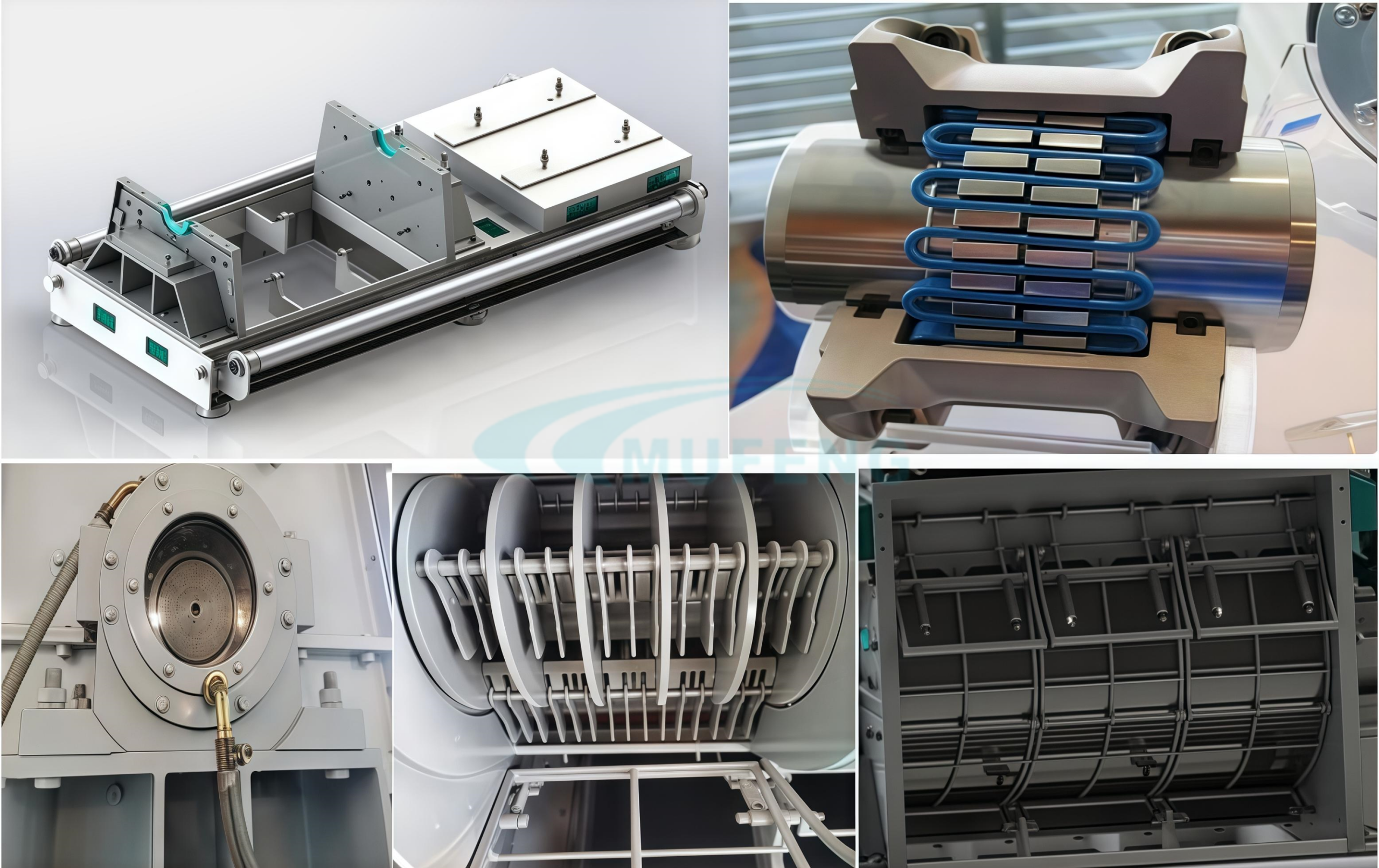
- Facteurs de matrice d'anneau :
- Faible taux de compression de la filière annulaire : le taux de compression (le rapport entre la longueur effective et le diamètre de l'orifice de la filière annulaire) est un paramètre clé déterminant la densité des particules. Plus le taux de compression est faible, moins le matériau subit de compression dans l'orifice de la filière, ce qui entraîne des particules plus lâches.
- Usure sévère de la filière annulaire : L'orifice de la filière d'une ancienne filière annulaire devient lisse en raison de l'usure et peut même développer une « bouche en entonnoir » à l'entrée, entraînant une pression d'extrusion insuffisante et une diminution de la dureté des particules.
- Faible taux d'ouverture de la filière annulaire : Un faible taux d'ouverture affecte la vitesse de décharge et parfois le degré de compactage des particules.
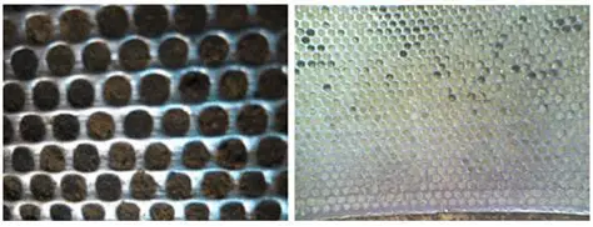
- Taille de particule inappropriée :
- Taille des particules trop grossières : si la matière première est broyée trop grossièrement, la zone de contact entre les particules est petite, ce qui entraîne une faible force de liaison, ce qui rend les particules produites facilement cassantes et avec une faible dureté.
- Taille des particules excessivement fines : Bien que la poudre fine soit bénéfique pour l’adhérence, un broyage excessif peut parfois affecter la capacité et la consommation d’énergie du broyeur à granulés. De plus, plus fin n’est pas toujours mieux ; la taille optimale des particules doit être déterminée en fonction de la variété et du diamètre de la filière.
(Le broyeur à marteaux Mufeng utilise une structure spéciale de réglage de l'écart entre le tamis et le marteau, qui peut être ajustée entre 2 et 12 mm pour s'adapter au broyage de différentes tailles de particules.)
- Refroidissement et séchage insuffisants : les granulés fraîchement extrudés sont mous et chauds, nécessitant un refroidisseur pour les refroidir et réduire l'humidité. Un temps de refroidissement insuffisant, un débit d'air insuffisant ou des réglages inappropriés du niveau de matériau peuvent entraîner une teneur élevée en humidité interne dans les granulés, entraînant un centre mou et une dureté globale insuffisante.


(Dans le refroidisseur Mufeng, l'air de refroidissement se déplace dans la direction opposée au matériau granulaire, de sorte que le matériau soit progressivement refroidi de bas en haut, ce qui entraîne un refroidissement uniforme.)
三. Facteurs de matières premières
- Fraîcheur des matières premières : Les matières premières vieillies ou moisies modifieront leur composition nutritionnelle et leurs propriétés physiques, affectant les performances de granulation.


- Teneur en humidité de la matière première : une teneur en humidité excessivement élevée dans la matière première affectera l’ajout et l’absorption de vapeur pendant le conditionnement, affectant ainsi la gélatinisation.
- Adhérence naturelle de la matière première : La même matière première provenant de différentes sources (telle que la farine de maïs ou de soja d'origines différentes) peut avoir des caractéristiques de granulation différentes en raison de différences de composition.
四、Conclusion
En résumé, le cœur de la résolution du problème de la dureté des granulés réside dans le « conditionnement optimisé » et « l’adaptation à la filière annulaire ». L'amélioration du degré de gélatinisation de l'amidon et l'utilisation d'une filière annulaire appropriée pour une extrusion approfondie sont essentielles à l'obtention de granulés de haute dureté.






