Une fois que les produits alimentaires ont été granulés ou extrudés, l’environnement à haute température et pression endommage gravement leurs composants nutritionnels. Les substances sensibles à la chaleur, en particulier, sont presque entièrement dégradées à des températures supérieures à 80 degrés Celsius. Pour ces substances, même des ajouts importants ne suffisent pas à garantir l’absorption de leurs composants bénéfiques par les animaux.
C'est là qu'interviennent les processus d'enrobage après traitement. L'enrobage après traitement consiste à pulvériser des substances sensibles à la chaleur sur les granulés alimentaires après la granulation ou l'extrusion afin d'éviter la perte de nutriments pendant le traitement thermique. Les pulvérisateurs sous vide verticaux et les pulvérisateurs sous vide rotatifs horizontaux sont les deux principaux types d’équipements utilisés dans le revêtement post-traitement de la production d’aliments pour animaux.
Pour vous aider à comprendre plus clairement leurs principales différences, le tableau ci-dessous les résume et les compare sous plusieurs angles.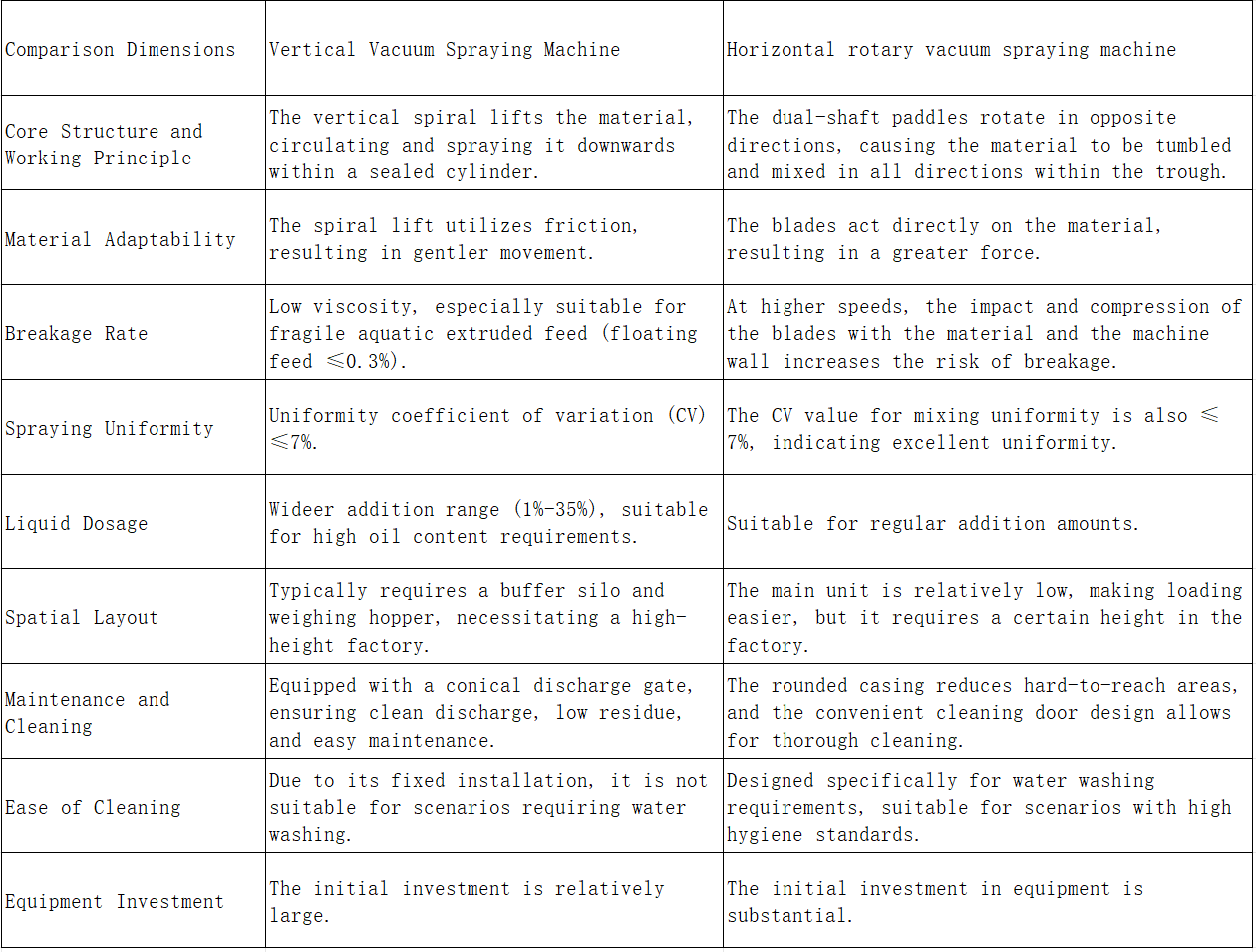
Les machines de pulvérisation sous vide fonctionnent dans un environnement sous vide poussé et effectuent une série d'opérations comprenant le mélange, la pulvérisation, la pulvérisation secondaire, le retour sous vide et le revêtement en poudre. L’étanchéité de l’équipement est donc cruciale. Cela conduit également à un nettoyage relativement peu pratique, car les produits à pulvériser sont généralement des liquides et des graisses, ce qui entraîne inévitablement une adhérence. Une accumulation à long terme peut entraîner des problèmes de qualité et de sécurité. Le processus de nettoyage d'une machine de pulvérisation verticale typique est illustré dans le schéma suivant :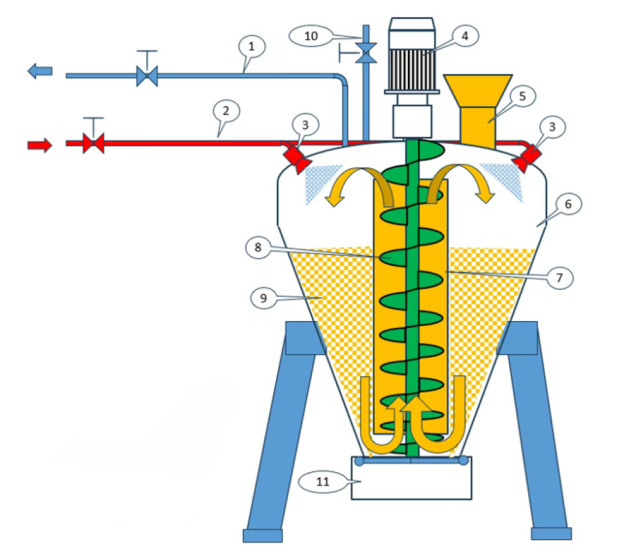
1-Tuyau d'aspiration 2-Tuyau de matière liquide 3-Tête de pulvérisation 4-Moteur 5-Valve d'alimentation 6-Boîtier de pression 7-Tube intérieur 8-Spirale intérieure 9-Matériau à pulvériser 10-Tuyau d'aération 11-Valve de décharge.
Le liquide de nettoyage est ajouté à la machine de pulvérisation via la vanne d'alimentation n°5 ou la buse n°3, et après agitation, il est évacué par la vanne de décharge n°11. En raison de sa tubulure interne, le séchage ou séchage ultérieur à l'air est relativement compliqué. La structure d’une machine de pulvérisation sous vide rotative horizontale est à peu près celle illustrée dans le schéma suivant :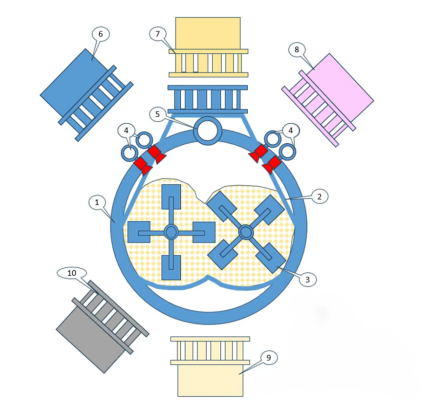
Le pulvérisateur sous vide rotatif horizontal n'a qu'une seule entrée d'alimentation, ce qui est plus propice au maintien du vide. Pendant l'alimentation, l'évacuation, la prise d'eau, la prise d'air chaud et l'évacuation des eaux usées, le fonctionnement peut être effectué selon le sens de rotation défini correspondant à l'interface, comme indiqué dans l'exemple de diagramme ci-dessous.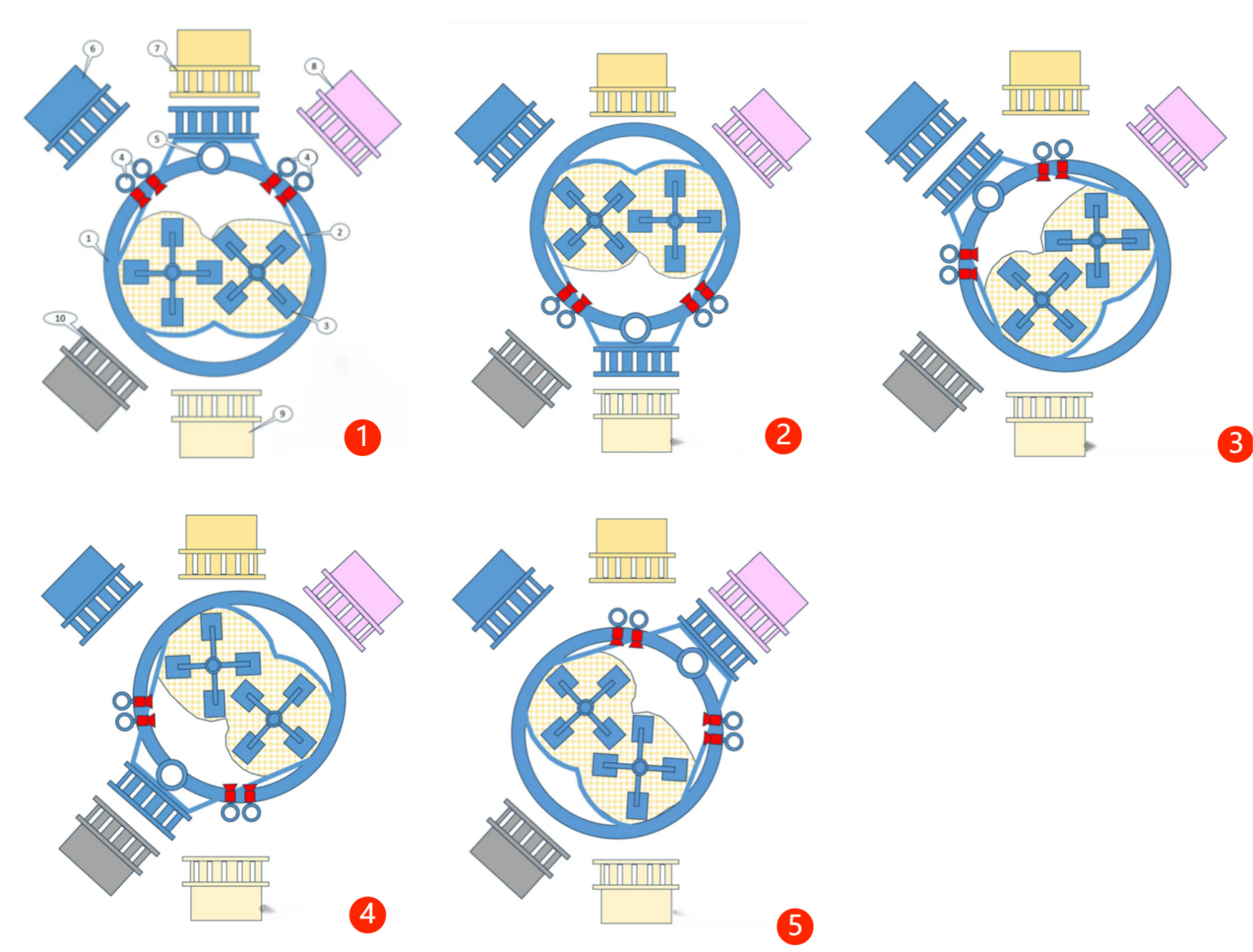
💡 Comment choisir le bon équipement
Scénarios pour choisir un pulvérisateur sous vide vertical :
1. Produire principalement des aliments aquatiques expansés (en particulier des aliments pour poissons et crevettes de grande valeur), avec des exigences extrêmement élevées en matière de taux de casse.
2. Formules nécessitant une teneur élevée en liquide (par exemple, supérieure à 10 %) ou nécessitant l'utilisation de liquides à haute viscosité.
3. Production à grande échelle avec suffisamment d’espace vertical dans l’usine.
4. Liquides relativement faciles à nettoyer ou nécessitant peu de nettoyage.
Scénarios pour choisir un pulvérisateur à vide rotatif horizontal :
1. Produire principalement des aliments pour animaux de compagnie ou des aliments aquatiques ordinaires avec de faibles exigences en matière de taux de casse.
2. Processus de production nécessitant de fortes capacités de mélange et d’agitation, avec des exigences élevées en matière d’uniformité.
3. La hauteur d'usine est limitée, mais la longueur est suffisante.
4. Exigences relativement élevées en matière de normes d'hygiène des produits. Différents scénarios d'application nécessitent différents équipements pour mieux répondre aux besoins spécifiques de différentes situations. Choisir le bon outil est plus propice à l’atteinte des objectifs de qualité des produits.






