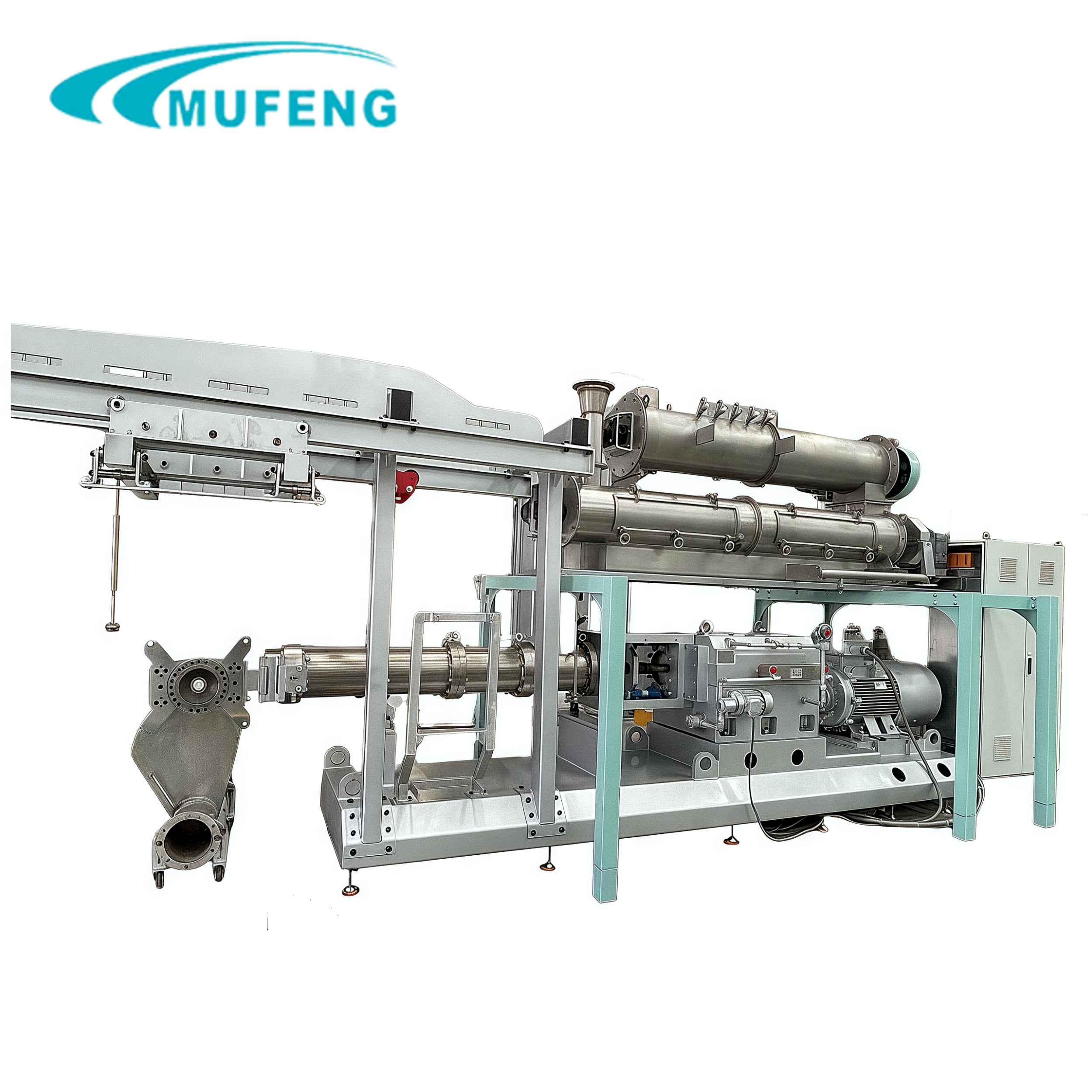
Es gibt zwei optionale Dichteregler, Druck- und Vakuumregler, die hauptsächlich bei der Herstellung von extrudierten Materialien mit hoher Schüttdichte (z. B. sinkendes Wasserfutter, Nährreis usw.) verwendet werden und die Schüttdichte von Materialien effektiv erhöhen oder die Produktionskapazität des Extruders erhöhen und das Erscheinungsbild von Materialien verbessern können;


| Projekt | H75*2 | H90*2 | H120*2 | H136*2 | H156*2 | H182*2 | Bemerkung |
| Monitorrate (kW) | 55/75 | 110/132 | 160 | 200/250 | 315/355 | 560/630 | Frequenzsteuerung |
| Einspeiseleistung (kW) | 1.1 | 1.5 | 1.5 | 2.2 | 3.0 | 5.5 | Frequenzsteuerung |
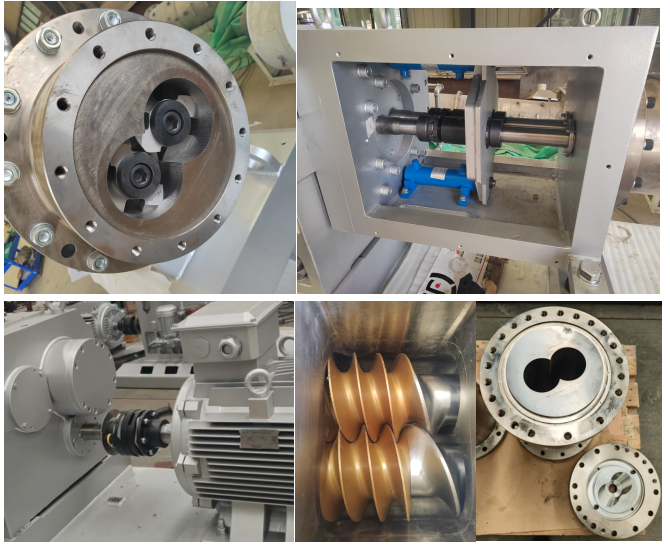
| Leistung des dreiachsigen Aufbereiters (kW) | 3+5.5 | 5.5+11 | 7.5+22 | 7.5+22 | 15+37 | 15+37/18.5+45 | |
| Schneidmotorleistung (kW) | 2.2 | 4 | 4 | 5.5 | 7.5 | 11 | Frequenzsteuerung |
| Seitenverhältnis | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 | |
| Kapazität (t\/h) | 0.8-1 | 2-3 | 3-5 | 5-7 | 10~12 | 15~20 | Schwebende Materialvorlage Φ4.0 |
| 0.3-0.5 | 1-1.5 | 1.5-2 | 2-4 | 4~6 | 6~8 | Schwebende Materialvorlage Φ0,8 | |
| 0.3-0.5 | 1-2 | 1.5-3 | 3-5 | 6~8 | 10~14 | Vorlage für sinkendes Material Φ4.0 |